



Last month, a client from a drone engine startup walked into our shop with a box of scrapped aluminum impellers, looking completely stressed. To cut down on initial setup costs, they’d hired a low-cost machine shop to produce the impellers on a conventional 3-axis CNC machine. The result? To machine both sides of the blades and the internal flow paths, the team had to repeatedly disassemble, re-fixture, and re-align the part. This caused severe unevenness in the blade wall thickness, and the parts failed dynamic balance testing miserably—they barely hit G6.3, nowhere near the aerospace-grade G2.5 requirement. The final scrap rate hit 15%, and instead of saving money, they delayed their critical project testing milestone by three full weeks, even putting their upcoming investor demo at risk.
In our 15 years of precision manufacturing experience, we’ve seen this exact scenario play out time and time again. Later, I ran the same part program on a high-precision 5 axis cnc machine, completing the entire part in a single setup. The scrap rate dropped instantly to below 1%.
The number one question our clients ask us is this: “Should I use 3-axis or 5-axis machining for my part?” As an engineer with 15 years of hands-on experience on the CNC shop floor, today we’re skipping the dry textbook theory. We’re sharing real, unfiltered shop floor insights, breaking down the fundamental differences between 3-axis and 5-axis machining, calculating the true total cost, and explaining exactly when you need 5-axis for your complex parts.

The Core Difference Between 3-Axis and 5-Axis Machining
If you’re not a machine operator, you don’t need to memorize complex kinematic code. Just remember this simple analogy: imagine you’re carving a block of wood in your hand.
3-axis CNC machining is like clamping that block of wood firmly to a table, with your carving tool only able to move along three axes: length, width, and height (X, Y, Z). If you’re making a square mounting plate, a bracket with holes on a single face, this axis milling method is fast, affordable, and perfect for the job.
But what if you’re carving a sphere, a part with angled features, or a component with complex curved surfaces? On a 3-axis machine, you have to stop the machine, open the door, unclamp the part, flip it manually, re-align it, and start cutting again. This is known in the industry as flip-and-clamp machining.
A 5 axis cnc machine, however, adds two additional rotational axes (typically A and B/C axes) to the standard X, Y, Z linear axes. This means the worktable or spindle can tilt and rotate freely. It’s like holding the part in your hand, rotating it as you carve, so the cutting tool can access nearly every angle of the part with zero machining dead zones.
Why Experienced Engineers Prefer 5-Axis Machining
Most people assume 5-axis is just “for making fancy shapes”—and that’s only half the story. In real shop floor practice, the core advantage of 5-axis machining is that it solves one of the most frustrating problems in precision manufacturing: tolerance stack-up.
Eliminate Setup Creep and Cumulative Tolerance Errors
Machining complex parts on a 3-axis machine often requires 5 to 9 separate setups. What many people don’t realize is that every single manual teardown and re-clamp introduces what we call setup creep, or alignment offset. From our 15 years of hands-on experience and industry-wide data, every re-setup introduces roughly ±0.01 mm of positioning error. On its own, that’s a tiny number—but if you flip the part 5 times, the stacked error can easily exceed ±0.03 mm. For aerospace or medical-grade precision parts, that’s an automatic scrap.
A high-quality 5 axis cnc machine enables one-setup machining. Once the part is fixtured, every feature, face, and hole—except the bottom face clamped to the table—can be machined in a single, absolute coordinate system. This eliminates cumulative tolerance errors from multiple setups entirely. That’s why 3-axis multi-face machining typically tops out at ±0.025 mm accuracy, while 5-axis one-setup machining easily holds CNC machining precision within ±0.005 mm.
Shorter Tools Mean Stiffer Cutting, Better Finishes, and Longer Tool Life
This is a technical detail many procurement managers overlook: when machining deep cavities or angled holes on a 3-axis machine, you have to use an extra-long end mill to avoid the spindle crashing into the part. The longer the tool, the less rigid it is, which leads to chatter, vibration, even tool breakage during cutting. This results in poor surface finish and extremely high tool wear.
On a 5 axis cnc machine, we can tilt the worktable to present the deep cavity or angled feature directly to the spindle. This lets us use extremely short, thick, high-rigidity tools for axis milling. Shorter tools mean maximum rigidity, so we can run much higher feed rates, cut with more stability, and produce a flawless surface finish directly off the machine—eliminating the cost of extensive manual polishing later.
When Do You Need 5-Axis Machining? And When Is 3-Axis Enough?
To be completely transparent, I never push 5-axis machining on clients who don’t need it. Out of the 500+ 5-axis machining projects I’ve overseen, I’ve regularly talked clients out of spending money on 5-axis when it wasn’t necessary. The right choice always comes down to your part’s features.
If you’re making a standard aluminum mounting bracket, a flat cover plate, or a simple 2.5D part, axis milling on a 3-axis machine is absolutely the most cost-effective option. It has low machine hourly rates, simple programming, and rock-solid consistency for high-volume runs.
But if you’re working with any of these types of complex parts, don’t hesitate to work with a multi-axis CNC supplier. Trying to force these parts onto a 3-axis machine will lead to massive hidden costs down the line.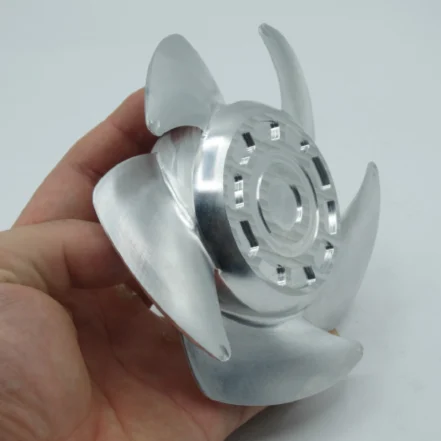
1. Aerospace Structural Components, Impellers, and Blisks
Over the years, we’ve completed hundreds of orders for innovative aerospace startups across North America. These aerospace parts demand extreme lightweighting and aerodynamically optimized curved surfaces—think integrated blisks, turbine impellers, and structural engine components.
Machining these parts on a 3-axis machine requires slow, labor-intensive point milling with the tip of the tool, which takes extremely long and leaves a visible stair-step effect on the surface, ruining the aerodynamic finish. On a 5 axis cnc machine, we use flank milling, where the side of the tool follows the blade’s curved surface in a single, continuous pass. This cuts machining time by over 30% and delivers a perfectly smooth, seamless surface that meets aerospace specifications.
This is even more critical for difficult-to-machine materials like Inconel 718 superalloy, which is extremely prone to work hardening. If the tool cuts at the wrong angle and rubs instead of shears, the surface hardens instantly, and the next tool pass will break immediately. 5-axis machining maintains the optimal cutting angle and consistent chip load at all times—something that’s simply impossible with 3-axis.
2. Medical Implants and Precision Medical Device Components
Anyone who’s worked on medical device projects knows how extreme the FDA and ISO 13485 requirements are for surface roughness (Ra). Take a titanium hip implant or orthopedic component, for example: these parts have complex organic geometries that fit perfectly to human bone, and the load-bearing, friction surfaces have strict Ra requirements between 0.2 and 0.4 μm. Some applications even demand a mirror finish below Ra 0.1 μm to prevent bacterial growth and abnormal wear.
Machining these parts on a 3-axis machine will inevitably leave witness marks from tool changes and flip setups. Even a micron-level step is a critical defect on a medical implant, requiring extensive, inconsistent manual polishing to fix. On a 5 axis cnc machine, the tool follows the entire curved surface in one smooth, uninterrupted pass, delivering a titanium part with a compliant surface finish directly off the machine.
You can see this in action in our [complex medical component case study], where we break down how we optimized 5-axis toolpaths to eliminate 80% of post-machining manual polishing costs.
The Real Cost Breakdown: Is 5-Axis Machining Actually More Expensive?
When a procurement manager sees a 5-axis quote, their first question is almost always: “Why are the hourly rate and setup fee so much higher than 3-axis?”
We’ll be completely transparent with industry-standard numbers: globally, the average hourly rate for 3-axis machining ranges from $$40$$70 per hour, while the hourly rate for a 5 axis cnc machine typically falls between $$100$$200 per hour (and higher for high-end, specialized machines). Additionally, the complex CAM programming and collision simulation required for 5-axis means setup fees are usually 3–5x higher than 3-axis.
But total cost ≠ hourly rate. It’s like buying a car—you don’t just look at the size of the gas tank. Let’s run the numbers on a real-world part: a turbine housing with internal deep cavities and strict tolerance requirements.
|
Cost & Lead Time Category
|
Conventional 3-Axis Machining
|
5-Axis One-Setup Machining
|
|---|---|---|
|
Number of Setups
|
4 manual flip setups
|
1 single setup
|
|
Total Cycle Time Per Part
|
12.0 hours
|
7.2 hours (40% time savings)
|
|
Custom Fixturing Cost
|
Extremely high (custom soft jaws required)
|
Negligible (standard vise only)
|
|
Expected First-Pass Yield
|
85%
|
99.5%+
|
|
Final Variable Cost Per Part
|
$220 per unit
|
$180 per unit
|
As you can see, even though the hourly rate is higher for 5-axis, for these complex parts, it eliminates custom fixturing costs, cuts total machine time nearly in half, and drastically improves yield. For this turbine housing project, once production volumes exceed 50 units (to amortize the initial programming cost), 5-axis machining is actually $40 cheaper per part than 3-axis.
For complex parts with tight tolerance requirements, trying to save money on hourly rates with 3-axis machining is almost always the most expensive decision you can make.

Top 5 FAQs From Engineers and Procurement Managers
In weekly calls with project leads and procurement teams around the world, these are the questions we get asked every single day:
- Is 5-axis better for complex parts?
Absolutely. Especially if your part has multiple angled holes, deep cavities with clearance requirements, complex freeform surfaces, or strict geometric tolerances across multiple faces. 5-axis machining is the only reliable way to eliminate alignment errors from multiple setups.
- When to use 5-axis vs 3-axis?
It’s simple: look at your part features. If your part only has holes and pockets on a single flat face (even if they’re tightly spaced), axis milling on a 3-axis machine is more than sufficient. But if your part requires machining on 3+ faces, or needs a tilted tool to access features, forcing it onto a 3-axis machine will require expensive custom fixturing and deliver inconsistent yield. That’s when 5-axis is non-negotiable.
- Why is the initial setup fee for 5-axis machining so high?
A 3-axis setup might take an operator 1 hour to complete edge finding and alignment. For 5-axis, with two additional rotational axes, our engineers have to run full collision checks and kinematic simulations in CAM software, then calibrate RTCP (Rotary Tool Center Point) with an on-machine probe once the job is set up. This 5–10 hours of engineering work ensures the machine runs without crashing, and your part is in-spec on the first run.
- What’s the difference between 5-axis simultaneous machining and 3+2 axis positioning?
3+2 axis positioning (also called indexed 5-axis) rotates the part to a fixed angle, locks it in place, then machines it like a 3-axis machine—ideal for prismatic, multi-sided parts. 5-axis simultaneous machining means all 5 axes move in sync at the same time, with the tool following a complex curved surface continuously. This is the required process for aerospace impellers, medical implants, and other complex freeform parts.
- Does 5-axis machining help with difficult materials like titanium?
Absolutely. Titanium has low thermal conductivity, is prone to deflection, and generates significant chatter during machining. 5-axis machining lets us use extremely short, rigid tools for maximum cutting stability, while optimizing the tool entry angle to maintain a consistent chip thickness. This extends tool life by 20–30% on average.
Final Thoughts: Make Data-Driven Decisions, Avoid Costly Mistakes
As manufacturing engineers, we walk a tightrope between precision, cost, and lead time every single day.
If you’re working with simple, flat parts, stick with 3-axis for maximum cost efficiency. But if your part is packed with complex geometric features, strict runout tolerances, or uses high-value, difficult-to-machine materials, a reliable 5 axis cnc machine is the most valuable asset for your project.
Don’t risk high scrap rates and costly project delays just to save a few dollars on hourly machine rates. If you’re unsure which machining process is right for your part, or you want to see if 5-axis machining can reduce your costs and improve your part quality, stop guessing. Send us your part drawings, and our team of senior engineers will provide a free, no-obligation DFM (Design for Manufacturability) review and full cost breakdown. We’ll let the data do the talking.