


Kesin işleme alanında, hem konvansiyonel tornalama hem de İsviçre CNC işleme, yüksek kaliteli parçalar üretme konusunda farklı yaklaşımlar sunar. Yenilikçi tasarımlarını hayata geçirmek isteyen mekanik tasarımcılar ve en maliyet etkin ve yüksek kaliteli üretim çözümlerini arayan tedarik uzmanları için, İsviçre CNC işleme yöntemini konvansiyonel tornalamanın yerine ne zaman seçeceklerini anlamak kritik öneme sahiptir. Bu blog yazısı, bu iki işleme süreci arasındaki temel farkları keşfedecek, onları çeşitli anahtar yönlerden karşılaştıracak ve karar verme süreçlerine rehberlik edecek gerçek dünya örnekleri sunacaktır.
Temelleri Anlamak: Konvansiyonel Torna ile Swiss CNC İşleme Arasındaki Farklar
Geleneksel Torna Prensipleri
Konvansiyonel tornalama, bir iş parçasının bir mil üzerinde döndüğü ve tek noktadan kesme aletinin iş parçasının yüzeyinden malzeme çıkardığı bir işleme sürecidir. Kesme aleti, iki ana eksen boyunca hareket eder: X ekseni (radyal yön) ve Z ekseni (aksiyel yön). İş parçasının dönmesi ve kesme aletinin hareketi, mil, pim ve burç gibi silindirik şekiller oluşturmak için koordine edilir. Bu süreç, on yıllardır imalat endüstrisinin temel bir unsuru olmuştur ve işletim açısından oldukça basittir. Örneğin, tipik bir otomotiv motoru üretim tesisinde, birçok motor mili konvansiyonel tornalama yöntemiyle üretilmektedir. Torna operatörü, kesme aletinin hareketini programlayarak ham maddeyi istenen mil boyutlarına tam olarak şekillendirir.
İsviçre CNC İşleme Prensipleri
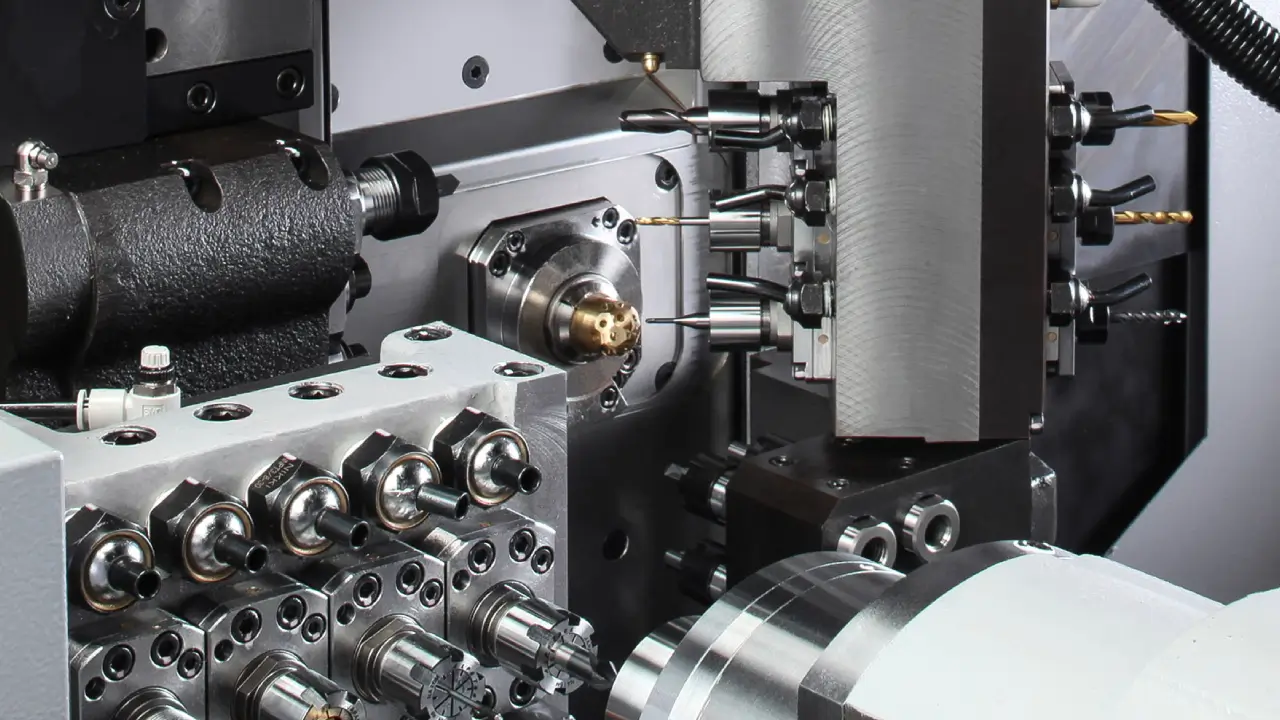
İsviçre CNC işleme, İsviçre tipi işleme veya İsviçre tarzı işleme olarak da bilinir, CNC tornalama için özel bir formdur. Bu işlem, bir kılavuz bushing ile birlikte kayan bir başlık torna tezgahı kullanır. Çubuk malzeme, kesme aletine yakın bir şekilde malzemeyi destekleyen kılavuz bushing üzerinden beslenir. Bu düzenek, uzun ve ince parçaların minimum sapma ile işlenmesine olanak tanır. İş parçası, dönerken Z ekseni boyunca hareket edebilir ve birden fazla kesme aracı aynı anda çalışabilir. İsviçre işleme, başlangıçta İsviçre'deki saat yapım endüstrisi için küçük ve karmaşık parçalar üretmek amacıyla geliştirilmiştir. Bugün, tıptan havacılığa kadar geniş bir yelpazede endüstrilerde uygulama alanı bulmuştur. Örneğin, bir tıbbi cihaz üretim tesisinde, İsviçre işleme, cerrahi aletler için küçük, yüksek hassasiyetli bileşenler oluşturmak için kullanılabilir. Kılavuz bushing, ince iş parçalarının işleme süreci boyunca sıkı bir şekilde tutulmasını sağlar ve yüksek doğrulukta karmaşık şekillerin oluşturulmasına olanak tanır.
Comparative Analysis - Karşılaştırmalı Analiz
Uygun Parça Türleri
"Miniatür Parçalar"
- Konvansiyonel TornalamaGeleneksel tornalama küçük parçalar üretebilirken, son derece minyatür bileşenler söz konusu olduğunda sınırlamaları vardır. Çok küçük parçalar için kurulum ve aletleme zorlu olabilir ve kesme aletlerinin nispeten büyük boyutu ile kesme noktasına yakın iş parçası desteğinin eksikliği nedeniyle yüksek hassasiyet sağlamak zor olabilir.
- İsviçre CNC İşlemeİsviçre makineleri, küçük parçalar için idealdir. Kılavuz bushing, küçük çaplı çubuk malzemeler için mükemmel bir destek sağlar ve bu sayede birkaç milimetre kadar küçük çaplara sahip parçaların üretilmesine olanak tanır. Elektronik endüstrisinde, İsviçre tipi torna tezgahları genellikle yüksek hassasiyetle minik konnektörler ve pinler üretmek için kullanılır. Örneğin, küçük ama son derece güvenilir olmaları gereken yüksek kaliteli akıllı telefonlarda kullanılan konnektörler sıklıkla İsviçre CNC işleme yöntemiyle üretilmektedir.
Long and Slender Parts
- Konvansiyonel Tornalama: Machining long and slender parts with conventional turning can be problematic. The unsupported length of the workpiece can cause deflection during the cutting process, leading to inaccuracies in the final part. As the length – to – diameter ratio of the workpiece increases, the risk of deflection also increases.
- İsviçre CNC İşleme: Swiss machining excels at producing long and slender parts. The guide bushing supports the workpiece along its length, minimizing deflection. This makes it possible to machine parts with high length – to – diameter ratios. In the aerospace industry, for example, long, slender shafts used in aircraft engines can be accurately machined using Swiss CNC machining. The ability to maintain the straightness and dimensional accuracy of these shafts is crucial for the performance and reliability of the engine.
Complexity of Parts
- Konvansiyonel Tornalama: Conventional turning is well – suited for producing parts with simple cylindrical geometries. However, creating parts with complex features, such as cross – drilled holes, multiple angles, and non – circular profiles, can be extremely difficult or may require multiple setups and additional operations.
- İsviçre CNC İşleme: Swiss machining can handle complex part geometries with ease. Multiple tools can operate simultaneously, allowing for the creation of features like cross – drilled holes, milled slots, and threaded sections in a single setup. In the production of medical implants, which often have complex shapes and features to fit the human body precisely, Swiss CNC machining is the preferred choice. For example, hip implant components with intricate surface features and precise dimensions can be manufactured using this process.
Hassasiyet
Konvansiyonel Tornalama: Conventional turning can achieve a relatively high level of precision, typically within ±0.05mm in many cases. However, factors such as tool wear, workpiece deflection, and machine vibration can affect the final accuracy, especially when machining complex or long parts.
İsviçre CNC İşleme: Swiss machining is renowned for its exceptional precision. It can achieve tolerances as tight as ±0.005mm or even better. The support provided by the guide bushing and the ability to control multiple axes precisely contribute to this high level of accuracy. In industries like aerospace and medical, where even the slightest deviation can have significant consequences, Swiss CNC machining’s precision capabilities make it the go – to option. For example, in the production of aerospace components such as fuel injector nozzles, which require extremely precise dimensions to ensure proper fuel atomization and engine performance, Swiss machining is used to meet the tight tolerance requirements.
Cost Structure
Equipment Investment
- Konvansiyonel Tornalama: Conventional turning machines are generally less expensive to purchase compared to Swiss CNC machines. The basic structure of a conventional lathe is simpler, with fewer axes and less complex tooling systems. This makes them more accessible for small – to – medium – sized manufacturing shops with limited budgets.
- İsviçre CNC İşleme: Swiss machining centers are more costly due to their specialized design and advanced features. The sliding headstock, guide bushing, and multi – axis control systems add to the complexity and cost of the machine. However, for high – volume production of precision parts, the long – term cost – effectiveness of Swiss machining can offset the initial investment.
Unit Cost
- Konvansiyonel Tornalama: For small – volume production runs, the unit cost of parts produced by conventional turning can be relatively low, considering the lower equipment cost and simpler setup. But as the complexity of the part increases, the need for multiple setups and longer machining times can drive up the unit cost.
- İsviçre CNC İşlemeYüksek hacimli üretimde, İsviçre makineleri daha düşük birim maliyetler sunabilir. Tek bir kurulumda birden fazla işlem gerçekleştirme yeteneği ve yüksek üretim hızı, parça başına toplam işleme süresini azaltır. Ayrıca, İsviçre makinelerinin yüksek hassasiyeti genellikle ikincil işlemlere olan ihtiyacı ortadan kaldırarak maliyetleri daha da düşürür. Ancak, çok küçük üretim serileri için makineye yapılan yüksek başlangıç yatırımı, nispeten yüksek birim maliyetle sonuçlanabilir.
İşlem Verimliliği
Konvansiyonel TornalamaKonvansiyonel torna makineleri genellikle tek istasyonlu sistemler olarak çalışır. Dönme, delme veya diş açma gibi her işlem sırasıyla gerçekleştirilir. Bu durum, birden fazla işlem gerektiren parçalar için daha uzun döngü sürelerine yol açabilir. Örneğin, bir parçanın tornalanması, delik açılması ve diş açılması gerekiyorsa, iş parçasının farklı istasyonlara taşınması veya her işlem arasında makinenin yeniden yapılandırılması gerekmektedir.
İsviçre CNC İşlemeİsviçre makineleri genellikle birden fazla alet istasyonu ile donatılmıştır ve aynı anda birden fazla işlem gerçekleştirebilir. Bu çoklu istasyon yeteneği, döngü sürelerini önemli ölçüde azaltır. Örneğin, bir İsviçre tipi tornada bir parçanın dış çapını döndürmek, bir delik açmak ve aynı anda bir yarık frezalamak mümkündür. Yüksek hacimli üretim senaryolarında, bu, verimlilikte önemli bir artışa yol açabilir. Elektronik endüstrisi için binlerce küçük, karmaşık parça üreten bir üretici, İsviçre CNC işleme yönteminin yüksek işleme verimliliğinden büyük ölçüde fayda sağlayabilir.
"Malzeme Uyumluluğu"
Konvansiyonel TornalamaKonvansiyonel tornalama, çelik, alüminyum ve bakır gibi metallerin yanı sıra plastikler de dahil olmak üzere geniş bir malzeme yelpazesi ile çalışabilir. Ancak, sert veya egzotik malzemelerin işlenmesi söz konusu olduğunda, alet aşınması önemli bir sorun olabilir ve özel aletler gerekebilir.
İsviçre CNC İşlemeİsviçre makine işleme, farklı malzemelere de son derece uyum sağlayabilir. Paslanmaz çelik, pirinç, titanyum gibi metallerin yanı sıra, naylon ve polikarbonat gibi çeşitli plastikleri de işleyebilir. Kılavuz burcunun sağladığı destek, geleneksel tornalama düzeninde çalışması zor olabilecek malzemelerin stabil bir şekilde işlenmesine olanak tanır. Örneğin, havacılık uygulamaları için uzun ve ince titanyum çubuklar işlenirken, İsviçre CNC makine işlemesi, aşırı alet aşınması olmadan doğru ve verimli malzeme çıkarmayı garanti edebilir.
Aşağıdaki tablo, konvansiyonel tornalama ile İsviçre CNC işleme arasındaki temel farkları özetlemektedir:
|
Açı
|
Konvansiyonel Tornalama
|
İsviçre CNC İşleme
|
|
Uygun Parça Türleri
|
Basit silindirik parçalar için uygundur. Minyatür, uzun – ince ve karmaşık parçalar için zordur.
|
Minyatür, uzun – ince ve karmaşık parçalar için idealdir.
|
|
Hassasiyet
|
Genellikle ±0.05mm içinde.
|
±0.005 mm veya daha iyi hassasiyete ulaşabilir.
|
|
Maliyet Yapısı – Ekipman
|
Daha düşük başlangıç yatırımı.
|
Daha yüksek başlangıç yatırımı.
|
|
Maliyet Yapısı – Birim Maliyeti
|
Küçük hacimli, basit parçalar için düşük. Karmaşıklık arttıkça artabilir.
|
Verimlilik nedeniyle yüksek hacimli üretim için daha düşük.
|
|
İşlem Verimliliği
|
Tek – istasyon, sıralı işlemler. Karmaşık parçalar için daha uzun döngü süreleri.
|
Çoklu istasyon, eşzamanlı işlemler. Daha kısa döngü süreleri.
|
|
"Malzeme Uyumluluğu"
|
Geniş bir malzeme yelpazesi ile çalışır, ancak sert malzemelerde alet aşınması bir sorun olabilir.
|
Çeşitli malzemelere, sert ve egzotik olanlar da dahil, yüksek derecede uyum sağlayabilir.
|
İsviçre Tipi İşleme Yaygın Uygulama Alanları
Tıbbi Sektör
Tıbbi alanda, İsviçre makineleri, cerrahi aletler, implantlar ve tanı ekipmanları için yüksek hassasiyetli bileşenler üretmek amacıyla yaygın olarak kullanılmaktadır. Son derece sıkı toleranslarla parçalar oluşturabilme yeteneği, tıbbi cihazların güvenliğini ve etkinliğini sağlamak için kritik öneme sahiptir. Örneğin, laparoskopik cerrahi aletlerin küçük, karmaşık bileşenleri, insan vücudu içinde düzgün ve hassas bir şekilde çalışabilmesi için tam olarak işlenmelidir. Kalça ve diz protezleri gibi implantlar da, doğru bir uyum ve uzun vadeli işlevsellik sağlamak için yüksek hassasiyetli üretim gerektirmektedir.
Aerospace Industry in Turkish is "Havacılık Endüstrisi."
Havacılık endüstrisi, en yüksek düzeyde hassasiyet ve güvenilirlik gerektiren parçalar talep etmektedir. İsviçre işleme yöntemi, uçak motorları, aviyonik sistemler ve iniş takımları için bileşenler üretmek amacıyla kullanılmaktadır. Türbin kanatları, yakıt enjektör bileşenleri ve bağlantı elemanları gibi parçalar genellikle İsviçre CNC işleme yöntemi kullanılarak üretilmektedir. Uzun, ince parçaları minimum sapma ile işleme yeteneği, bileşenlerin ağırlığının ve performansının kritik faktörler olduğu havacılık uygulamalarında özellikle yararlıdır.
Elektronik Endüstrisi
Elektronik endüstrisinde, İsviçre işleme yöntemi, akıllı telefonlar, tabletler ve giyilebilir cihazlar gibi cihazlar için küçük, yüksek hassasiyetli parçaların üretilmesinde kullanılmaktadır. Bağlantı elemanları, pimler ve küçük mil gibi bileşenler, genellikle İsviçre işleme yöntemiyle üretilen parçalardandır. Bu süreç, modern elektronik cihazların küçültülmesi ve işlevselliği için gerekli olan küçük boyutlara ve karmaşık geometrilere sahip parçaların üretilmesini sağlar.
"Sonuç ve Müşterilere Tavsiyeler"
İsviçre CNC işleme ve konvansiyonel torna arasında seçim yaparken, mühendislik tasarımcıları ve satın alma uzmanları birkaç faktörü dikkate almalıdır. Öncelikle, parçanın doğası çok önemlidir. Parça küçük, ince veya karmaşık ise, İsviçre işleme muhtemelen daha iyi bir seçenek olacaktır. İkincisi, hassasiyet gereksinimleri dikkatlice değerlendirilmelidir. Sıkı toleranslar kritikse, İsviçre işlemenin yüksek hassasiyet yetenekleri belirgin bir tercih yapar. Üçüncüsü, üretim hacmi ve maliyet hesaplamaları da rol oynamaktadır. Yüksek hacimli üretim için, İsviçre işleme, daha yüksek başlangıç ekipman yatırımlarına rağmen maliyet etkin çözümler sunabilir.
Üreticilerle iletişim kurarken, müşterilerin parça tasarımı hakkında boyutlar, toleranslar, yüzey finish gereksinimleri ve amaçlanan uygulama gibi ayrıntılı bilgiler sağlamaları önemlidir. Bu bilgiler, üreticinin en uygun işleme sürecini belirlemesine ve doğru bir teklif vermesine yardımcı olacaktır. Ayrıca, müşterilerin üretim hacmini ve beklenen teslimat süresini de tartışmaları önemlidir; çünkü bu faktörler de işleme yönteminin seçimini etkileyebilir. Üretici ile yakın bir şekilde çalışarak ve kapsamlı bilgiler sunarak, müşteriler, İsviçre CNC işleme veya konvansiyonel torna ile olsun, makul bir maliyetle en kaliteli parçaları alacaklarından emin olabilirler.