



Choisir un partenaire de fraisage CNC qualifié ne dépend jamais de celui qui a le site web le plus flashy ou le devis le plus bas. Dans le monde de la fabrication de haute précision, dès que la broche commence à tourner, chaque petite erreur de conception ou négligence de gestion se transforme en une commande de rebut coûteuse.
Pour les ingénieurs et les professionnels des achats dans les secteurs aérospatial, médical et des semi-conducteurs, évaluer un Atelier de machines CNC nécessite de dépasser la rhétorique marketing pour vérifier trois piliers essentiels : Quality Control Logic, Metrological Infrastructure, and Material Integrity.
Infrastructure Équipement : Maturité Technique Au-Delà du Compte d'Axe
Lorsque un fournisseur revendique une "capacité 5 axes", considérez cela comme un simple ticket d'entrée. Ce qui distingue réellement un atelier de premier ordre, c'est la machine de celui-ci. The translation of "geometric accuracy, thermal stability, and maintenance discipline" to French (France) is:
"précision géométrique, stabilité thermique et discipline de maintenance."
L'avantage dimensionnel de l'usinage simultané à 5 axes
Les VMC standards à 3 axes nécessitent plusieurs configurations et un serrage directionnel pour des pièces complexes. Chaque repositionnement manuel introduit The translation of "stacking errors" in French (France) is "erreurs d'empilement.".
-
La différence Pro : Une boutique avec Simultaneous 5-axis Les capacités peuvent réaliser des géométries complexes en une seule configuration. Ce n'est pas seulement une question de vitesse ; il s'agit d'assurer une précision relative presque parfaite entre des caractéristiques complexes.
| Machine Type | Axis Configuration | Applications typiques | Precision Risk Points |
| 3-Axis VMC | X, Y, Z | Simple bases, covers | Le déplacement de données dû à plusieurs serrages. |
| 4-Axis Horizontal | X, Y, Z + Rotary | Valve bodies, manifolds | Précision de l'indexation et erreurs d'échange de palettes |
| 5-Axis Simultaneous | X, Y, Z + A, B/C | Impellers, medical implants | Compensation de l'axe de rotation et bugs du post-processeur |
Stabilité thermique : La référence de 21°C (70°F)
Machines haute performance comme DMG MORI or Mazak sont conçus pour des coupes à haute intensité. Cependant, si elles sont laissées dans un atelier non climatisé, l'expansion thermique du corps en fonte peut ruiner les ajustements de précision.
Note: Une pièce mesurée à une température standard de 21°C (70°F) sera déjà hors tolérance si elle est produite dans un atelier atteignant 38°C (100°F) sans compensation environnementale.
Maintenance préventive : Rejet de la stratégie "Attendre la défaillance"
Toujours demander pour Enregistrements du test à barre à billesCe test reflète l'erreur de circularité de la machine, le jeu et la perpendicularité. Si un atelier ne répare les machines que lorsqu'elles tombent en panne, son processus est incontrôlable. Recherchez une surveillance quotidienne de la concentration de l'agent de refroidissement et une analyse régulière des vibrations de la broche : ce sont les signes distinctifs d'un atelier qui... controls the process rather than gambling on luck.
Gestion de la qualité : Audits approfondis de conformité
Les certificats ISO 9001 sont omniprésents mais souvent purement décoratifs. Pour les projets à haute fiabilité, il est nécessaire d'examiner comment le système de qualité est intégré dans les opérations quotidiennes.
Seuils de conformité spécifiques à l'industrie
| Standard | Core Focus | Critical Documents to Audit |
| ISO 9001 | General Quality Management | Quality manual, MRB (Material Review Board) logs |
| AS9100 | Aerospace & Defense | Key Characteristic (KC) plans, AS9102 reports |
| IATF 16949 | Industrie automobile | PPAP, FMEA, and SPC charts |
| ISO 13485 | Dispositifs médicaux | Process validation (IQ/OQ/PQ records) |
Les exigences strictes de l'inspection du premier article (FAI)
Un FAI ne se limite pas à mesurer quelques pièces ; c'est une validation de l'ensemble de la chaîne de processus. Un professionnel. Rapport d'Inspection du Premier Article (RIPA) devrait être un « clone numérique » du dessin :
-
Ballooned Drawing: Chaque tolérance et exigence technique numérotée pour un suivi sans omission.
-
Données de mesure réelles : Liste des valeurs nominales par rapport aux résultats réels. Si les données sont marginales, un fournisseur d'élite analyse proactivement la cause profonde plutôt que de simplement marquer "passer".
-
Certification de traçabilité : Original Material Test Reports (MTR) et les certifications pour l'externalisation (traitement thermique, revêtement) doivent être jointes.
Métrologie : La mesure précise est le fondement de la fabrication.
La précision d'un atelier est strictement limitée par ses outils de mesure. Si un atelier essaie de mesurer... $\pm 0.0005″$ tolerances with manual calipers, they lack the basic understanding of metrology.
La nécessité d'une CMM (Machine à mesurer en coordonnées)
Pour complexe GD&T tolérance de position, profil ou concentricité), les outils manuels sont impuissants. Cependant, posséder un CMM n'est que la première étape. Le » logique de programmation Ce qui importe, c'est qu'un programmeur incompétent peut faire en sorte qu'une partie défaillante ait l'air "parfaite" en réduisant les points de données ou en utilisant un alignement de données incorrect.
Finition de surface : Le malentendu entre Ra et Rz
La finition de surface ne se limite pas à « avoir l'air brillant ». Dans les applications de joints, Ra (Arithmetic Mean) est un indicateur trompeur car il fait la moyenne des rayures profondes. Rz (Ten-Point Height) se concentre sur les pics et les vallées maximaux.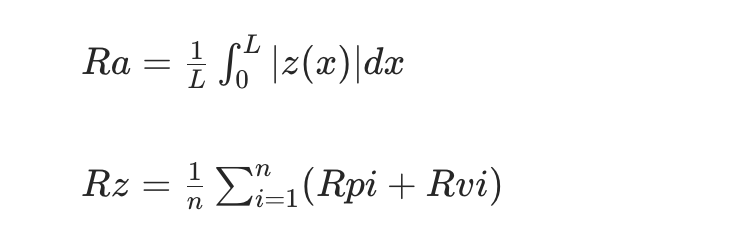
Étude de cas : Pour une tige de piston hydraulique, une Ra qualifiée peut tout de même échouer si le Rz est trop élevé. Les "pics" microscopiques aigus vont user les joints comme des dents de scie, entraînant des fuites dans le système. Un fournisseur professionnel recommandera le paramètre correct en fonction de la fonction de la pièce.
Traçabilité des matériaux : Éliminer les risques du "marché gris"
La substitution de matériaux (par exemple, l'utilisation d'aluminium 6061 au lieu de l'aluminium 7075-T6 de qualité aéronautique) constitue une menace importante pour la durabilité des pièces.
-
MTR Verification: The Numéro de chaleur Sur le matériel physique, il doit correspondre parfaitement au rapport d'essai de matériau de l'original.
-
Identification Matérielle Positive (IMP) Les boutiques de premier plan utilisent des appareils portables. XRF analyzersEn quelques secondes, l'appareil détermine la composition chimique exacte (Nickel, Molybdène, etc.). Notre philosophie chez JXD Machining : "Faites confiance aux documents, mais vérifiez les atomes."
Le Mindset DFM : Concevoir pour la Fabricabilité
An elite CNC machine shop acts as your consultant. A cold quote means nothing; a detailed DFM report peut vous faire économiser des milliers.
-
Internal Corner Radii: Les outils rotatifs ne peuvent pas couper des coins internes aigus à 90°. Si l'on permet un léger dépassement du rayon de l'outil, la vitesse d'usinage augmente de 300%.
-
Deep Hole Ratios: Les trous dépassant un rapport longueur-diamètre de 10:1 risquent de se déformer. Nous vous suggérons de travailler des deux côtés ou d'ajuster les tolérances pour garantir le succès.
-
Rationalité de la tolérance Applying $\pm 0.0001″$ to non-mating features only drives up scrap rates and costs without adding functional value.
Écosystème numérique : Intégration transparente du CAD à l'ERP
La fabrication moderne par CNC n'est plus une île. Un excellent fournisseur réalise une intégration numérique où les modèles CAO sont directement importés dans des logiciels d'FAO pour générer des parcours d'outils, et les systèmes ERP suivent les emplacements des pièces en temps réel.
Si un magasin dépend encore de la saisie manuelle des données à chaque étape, il est sujet à version control errors—le désastre classique de l'industrie de l'usinage de pièces V2.0 en utilisant des dessins V1.0.
Atelier Culture : L'Élément Humain
Malgré l'automatisation, la précision est une discipline humaine. Le « patrimoine technique » d'un atelier se reflète finalement dans la discipline de ses travailleurs.
-
“Manipulateurs de boutons” vs. “Vrais machinistes” Dans les magasins à bas prix, les opérateurs ne comprennent souvent pas la coupe des métaux. Lorsque des vibrations ou des “chatter” se produisent, ils sont impuissants.
-
The Machinist Advantage: Les véritables machinistes perçoivent des variations sonores subtiles avant qu'un outil ne se casse, savent comment compenser le stress résiduel du matériau et effectuent des vérifications de l'équilibre dynamique sur chaque outil.
Observations for your next tour: Le chariot à outils est-il organisé ? Les jauges sont-elles étiquetées avec des autocollants de calibration verts ? Leur attitude envers la déformation des parois minces vous indique s'ils sont un partenaire ou simplement un fournisseur.
Conclusions et Étapes Actionnables
Choisir un atelier CNC, c'est essentiellement choisir un partenaire de gestion des risques techniquesUn fournisseur qualifié doit équilibrer l'infrastructure, les systèmes de qualité, la métrologie et les compétences.
Votre résumé de la liste de contrôle d'audit :
-
Hardware: Environnement contrôlé par la température ? Enregistrements de barre à billes ?
-
System: Processus FAI rigoureux ? Certifications spécifiques à l'industrie ?
-
Measurement: CMM capacité ? Expertise Ra vs. Rz ?
-
Materials: Traçabilité MTR en boucle fermée ? Vérification PMI ?
-
Consultancy: Analyse DFM approfondie fournie lors du devis ?
At JXD UsinageNous ne produisons pas seulement des pièces ; nous éliminons l'incertitude dans votre chaîne d'approvisionnement. Notre respect de la précision au millième de pouce garantit que l'intention de votre conception est réalisée à la perfection.
Prêt à voir comment votre design se comporte en production ?
[Upload your CAD drawings (STEP/IGS)]and our application engineers will generate a free DFM report within 24 hours.