



В прошлом месяце клиент из стартапа по производству двигателей для дронов пришел в нашу мастерскую с коробкой списанных алюминиевых импеллеров, выглядя совершенно напряженным. Чтобы сократить начальные затраты на настройку, они наняли недорогую механическую мастерскую для производства импеллеров на Conventional 3-осевом ЧПУ-станке. Результат? Чтобы обработать обе стороны лопастей и внутренние потоки, команде пришлось неоднократно разбирать, перенастраивать и выравнивать деталь. Это привело к серьезной неравномерности толщины стенок лопастей, и детали провалили динамическое балансировочное тестирование с ужасными результатами — они едва достигли уровня G6.3, что далеко от требуемого уровня аэрокосмического класса G2.5. Уровень бракованных изделий составил 15%, и вместо того, чтобы сэкономить деньги, они задержали критический этап тестирования своего проекта на целых три недели, что даже поставило под угрозу предстоящую демонстрацию для инвесторов.
За наши 15 лет опыта в области прецизионного производства мы не раз наблюдали, как этот сценарий повторяется. Позже я запустил ту же программу детали на высокоточной 5-осевой ЧПУ-станке, завершив изготовление всей детали за одну установку. Процент брака мгновенно снизился до менее 1%.
Вот перевод на русский:
Номер один вопрос, который наши клиенты задают нам: «Должен ли я использовать 3-осевую или 5-осевую обработку для своей детали?» Как инженер с 15-летним практическим опытом работы на станках с ЧПУ, сегодня мы пропускаем сухую теорию из учебников. Мы делимся реальными, непредвзятыми инсайтами с производственного этажа, разбираем основные различия между 3-осевой и 5-осевой обработкой, рассчитываем истинную общую стоимость и объясняем, когда именно вам нужна 5-осевая обработка для ваших сложных деталей.

Основное различие между 3-осевым и 5-осевым обработкой
Если вы не оператор машины, вам не нужно запоминать сложный кинематический код. Просто запомните эту простую аналогию: представьте, что вы высекаете блок дерева в своей руке.
3-осевое ЧПУ фрезерование похоже на то, как вы прочно зажимаете кусок дерева на столе, при этом ваш резак может двигаться только по трем осям: длина, ширина и высота (X, Y, Z). Если вы создаете квадратную монтажную пластину или кронштейн с отверстиями на одной стороне, этот метод фрезерования по осям быстрый, доступный и идеально подходит для этой задачи.
Но что делать, если вы обрабатываете сферу, деталь с угловыми элементами или компонент с сложными изогнутыми поверхностями? На 3-осевом станке вам нужно остановить машину, открыть дверь, освободить деталь, перевернуть её вручную, выровнять и снова начать резать. Это в индустрии известно как обработка с переворотом и зажимом.
5-осевый ЧПУ станок, однако, добавляет две дополнительные вращательные оси (обычно оси A и B/C) к стандартным линейным осям X, Y, Z. Это означает, что рабочая таблица или шпиндель могут наклоняться и вращаться свободно. Это похоже на то, как вы держите деталь в руке, вращая ее во время обработки, так что режущий инструмент может получить доступ почти к каждому углу детали без мертвых зон обработки.
Почему опытные инженеры предпочитают 5-осевую обработку
Большинство людей считают, что 5-осевое фрезерование нужно только для создания сложных форм, но это лишь половина правды. На практике на производственном этаже основным преимуществом 5-осевого обработки является то, что она решает одну из самых неприятных проблем прецизионного производства: накопление допусков.
Устраните наращивание настроек и накопительные ошибки допуска.
Обработка сложных деталей на 3-осевом станке часто требует от 5 до 9 отдельных установок. Многие не осознают, что каждый раз, когда мы выполняем ручную разборку и повторное зажатие, возникает то, что мы называем "ползучестью установки" или смещением выравнивания. Исходя из нашего 15-летнего практического опыта и данных по отрасли, каждая повторная установка вносит примерно ±0,01 мм ошибки позиционирования. Само по себе это маленькое число, но если перевернуть деталь 5 раз, совокупная ошибка может легко превысить ±0,03 мм. Для авиационной или медицинской точной продукции это автоматически означает брак.
Высококачественный 5-осевой ЧПУ-станок позволяет выполнять обработку в одном установочном режиме. Как только деталь зафиксирована, каждая деталь, грань и отверстие — за исключением нижней грани, прижатой к столу — могут быть обработаны в единой абсолютной координатной системе. Это полностью исключает накопление ошибок допусков от многократных установок. Вот почему обработка на 3-осевом станке с многофункциональной обработкой обычно ограничивается точностью ±0,025 мм, в то время как 5-осевая обработка в одном установочном режиме легко поддерживает точность ЧПУ-обработки в пределах ±0,005 мм.
Короткие инструменты означают более жесткую резку, лучшее качество отделки и более длительный срок службы инструмента.
Это техническая деталь, которую многие менеджеры по закупкам упускают из виду: при обработке глубоких полостей или угловых отверстий на 3-осевом станке необходимо использовать сверхдлинный фрезерный инструмент, чтобы избежать столкновения шпинделя с деталью. Чем длиннее инструмент, тем менее жестким он становится, что приводит к вибрации, дребезжанию и даже поломке инструмента во время резания. Это приводит к плохому качеству поверхности и крайне высокому износу инструмента.
На 5-осевом станке с ЧПУ мы можем наклонить рабочий стол, чтобы представить глубокую полость или наклонную деталь непосредственно шпинделю. Это позволяет использовать крайне короткие, толстые инструменты с высокой жесткостью для фрезерования по осям. Короткие инструменты обеспечивают максимальную жесткость, что позволяет использовать гораздо более высокие скорости подачи, более стабильно резать и получать безупречную поверхность непосредственно с машины, что устраняет затраты на обширную ручную полировку позже.
When Do You Need 5-Axis Machining? And When Is 3-Axis Enough?
Чтобы быть полностью откровенным, я никогда не настаиваю на 5-осевой обработке для клиентов, которым она не нужна. Из более чем 500 проектов по 5-осевой обработке, которые я курировал, я регулярно отговаривал клиентов тратить деньги на 5-осевую обработку, когда это не было необходимо. Правильный выбор всегда зависит от характеристик вашей детали.
Если вы изготавливаете стандартный алюминиевый крепежный кронштейн, плоскую крышку или простую деталь с 2.5D, фрезеровка по осям на 3-осевом станке является абсолютно самым экономически эффективным вариантом. У него низкие почасовые ставки за использование станка, простое программирование и высокая стабильность при массовом производстве.
Но если вы работаете с любыми из этих типов сложных деталей, не стесняйтесь обращаться к поставщику многоосевых ЧПУ. Попытка выполнить эти детали на 3-осевом станке приведет к значительным скрытым затратам в будущем.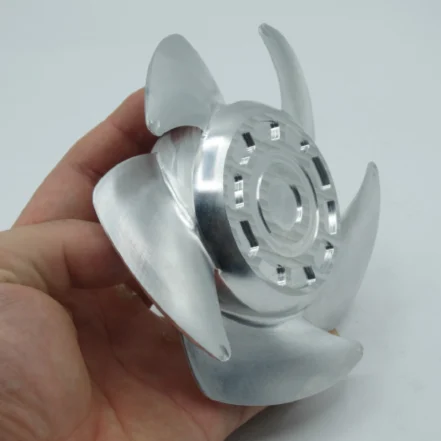
1. Аэрокосмические структурные компоненты, импеллеры и блики
На протяжении многих лет мы выполнили сотни заказов для инновационных стартапов в аэрокосмической сфере по всей Северной Америке. Эти аэрокосмические детали требуют экстремального уменьшения веса и аэродинамически оптимизированных изогнутых поверхностей — подумайте об интегрированных блсках, турбинных колесах и структурных компонентах двигателей.
Обработка этих деталей на 3-осевой машине требует медленного, трудоемкого фрезерования в точке с помощью кончика инструмента, что занимает крайне много времени и оставляет видимый эффект ступенчатости на поверхности, портя аэродинамическое покрытие. На 5-осевой ЧПУ машине мы используем фрезерование по боковой поверхности, где сторона инструмента следует за изогнутой поверхностью лопасти за один непрерывный проход. Это сокращает время обработки более чем на 30% и обеспечивает идеально гладкую, бесшовную поверхность, соответствующую требованиям авиационной промышленности.
Это еще более критично для труднообрабатываемых материалов, таких как суперсплав Инконель 718, который чрезвычайно подвержен упрочнению при обработке. Если инструмент режет под неправильным углом и трёт вместо того, чтобы резать, поверхность моментально упрочняется, и следующий проход инструмента сразу же сломается. Обработка на 5 осях поддерживает оптимальный угол резания и постоянную нагрузку на стружку в любое время — чего просто невозможно достичь на 3 осях.
2. Медицинские имплантаты и компоненты прецизионных медицинских устройств
Каждый, кто работал над проектами медицинских устройств, знает, насколько строгими являются требования FDA и ISO 13485 к шероховатости поверхности (Ra). Например, возьмем титановый имплантат бедра или ортопедическую деталь: эти компоненты имеют сложные органические геометрии, которые идеально соответствуют человеческой кости, а нагрузки, несущие и трение поверхности, имеют строгие требования Ra в пределах от 0,2 до 0,4 мкм. Некоторые приложения даже требуют зеркальной отделки ниже Ra 0,1 мкм, чтобы предотвратить рост бактерий и ненормальный износ.
Обработка этих деталей на 3-осевом станке неизбежно оставит следы от смены инструментов и переворота заготовок. Даже микронный шаг является критическим дефектом на медицинском имплантате, требуя обширной и неравномерной ручной полировки для исправления. На 5-осевом ЧПУ-станке инструмент проходит по всей изогнутой поверхности за один плавный, непрерывный проход, обеспечивая титановую деталь с соответствующей отделкой поверхности прямо с машины.
Вы можете увидеть это в действии в нашем [случае изучения сложного медицинского компонента], где мы разбираем, как мы оптимизировали 5-осевые траектории инструмента, чтобы устранить 80% затрат на ручную полировку после обработки.
Разбор реальной стоимости: действительно ли обработка на 5 осях дороже?
Когда менеджер по закупкам видит предложение на 5-осевую обработку, его первый вопрос почти всегда звучит так: «Почему почасовая ставка и плата за настройку так значительно выше, чем для 3-осевой обработки?»
Мы будем совершенно открыты с показателями, соответствующими отраслевым стандартам: в среднем, почасовая ставка за обработку на 3-осевом станке по всему миру колеблется от $$40$$70 долларов в час, в то время как почасовая ставка для 5-осевого ЧПУ обычно колеблется между $$100$$200 долларов в час (и выше для высококачественных специализированных станков). Кроме того, сложное CAM-программирование и симуляция столкновений, необходимые для 5-осевых станков, означают, что затраты на настройку обычно в 3–5 раз выше, чем для 3-осевых.
Но общая стоимость ≠ почасовая ставка. Это как покупка автомобиля — вы не просто смотрите на размер топливного бака. Давайте рассчитаем стоимость реальной детали: корпус турбины с внутренними глубокими полостями и строгими требованиями к допускам.
|
Cost & Lead Time Category
|
Conventional 3-Axis Machining
|
5-Axis One-Setup Machining
|
|---|---|---|
|
Number of Setups
|
4 manual flip setups
|
1 single setup
|
|
Total Cycle Time Per Part
|
12.0 hours
|
7.2 hours (40% time savings)
|
|
Custom Fixturing Cost
|
Extremely high (custom soft jaws required)
|
Negligible (standard vise only)
|
|
Expected First-Pass Yield
|
85%
|
99.5%+
|
|
Final Variable Cost Per Part
|
$220 per unit
|
$180 per unit
|
Как вы можете видеть, хотя почасовая ставка для 5-осевого фрезерования выше, для этих сложных деталей она исключает расходы на индивидуальные приспособления, сокращает общее время обработки почти вдвое и значительно улучшает выход. Для проекта корпуса турбины, как только объемы производства превышают 50 единиц (чтобы амортизировать первоначальные затраты на программирование), 5-осевое фрезерование на самом деле обходится на 40 долларов дешевле за деталь, чем 3-осевое.
Для сложных деталей с жесткими требованиями по допускам попытка сэкономить на почасовых расценках при 3-осевой обработке почти всегда является самым дорогим решением, которое вы можете принять.

Топ-5 часто задаваемых вопросов от инженеров и менеджеров по закупкам
В еженедельных звонках с руководителями проектов и командами по закупкам по всему миру, это те вопросы, которые нам задают каждый день:
- 5-осевой станок лучше для сложных деталей?
Абсолютно. Особенно если ваша деталь имеет несколько отверстий под углом, глубокие полости с требованиями по зазорам, сложные свободные поверхности или строгие геометрические допуски на нескольких гранях. Обработка на 5-осевом станке — это единственный надежный способ устранить ошибки выравнивания при множественных установках.
- Когда использовать 5-осевую обработку по сравнению с 3-осевой?
Все просто: посмотрите на особенности вашей детали. Если у вашей детали есть только отверстия и карманы на одной плоской поверхности (даже если они расположены близко друг к другу), фрезеровка по оси на 3-осевой машине более чем достаточна. Но если вашей детали требуется обработка на трех или более поверхностях, или нужен наклонный инструмент для доступа к особенностям, принуждение к работе на 3-осевой машине потребует дорогих нестандартных приспособлений и приведет к нестабильному выходу. Вот тогда 5-осевая обработка становится необходимой.
- Почему первоначальная плата за настройку 5-осевой обработки такая высокая?
Настройка на 3 оси может занять у оператора 1 час для определения краев и выравнивания. Для 5-осевой системы, с двумя дополнительными поворотными осями, нашим инженерам необходимо провести полные проверки на столкновения и кинематические симуляции в CAM-программном обеспечении, а затем откалибровать RTCP (центр вращающегося инструмента) с помощью зондирования на машине после настройки задания. Эти 5–10 часов инженерной работы гарантируют, что машина работает без сбоев, и ваша деталь соответствует спецификациям с первого запуска.
- Какова разница между одновременной обработкой на 5 осях и позиционированием на 3+2 оси?
3+2-осевое позиционирование (также называемое индексированным 5-осевым) поворачивает деталь под фиксированным углом, фиксирует её на месте, а затем обрабатывает, как на 3-осевой машине — идеально подходит для призматических многогранных деталей. 5-осевая одновременная обработка означает, что все 5 осей движутся синхронно одновременно, при этом инструмент постоянно следует по сложной криволинейной поверхности. Это необходимый процесс для аэрокосмических импеллеров, медицинских имплантатов и других сложных деталей свободной формы.
- 5-осевое обработка помогает с трудными материалами, такими как титан?
Абсолютно. Титан имеет низкую теплопроводность, склонен к деформациям и вызывает значительные вибрации при обработке. Обработка на 5-осевом станке позволяет использовать чрезвычайно короткие и жесткие инструменты для максимальной стабильности резания, а также оптимизировать угол входа инструмента для поддержания постоянной толщины стружки. Это увеличивает срок службы инструмента в среднем на 20–30%.
Финальные мысли: принимайте решения на основе данных, избегайте дорогостоящих ошибок.
Как инженеры по производству, мы каждый день балансируем на тонкой грани между точностью, стоимостью и сроками выполнения.
Если вы работаете с простыми, плоскими деталями, выбирайте 3-осевую обработку для максимальной экономической эффективности. Но если ваша деталь содержит сложные геометрические особенности, строгие допуски на биение или изготавливается из ценных, трудноподдающихся обработке материалов, надежный 5-осевой станок с ЧПУ станет самым ценным активом для вашего проекта.
Не рискуйте высокими уровнями брака и дорогими задержками в проекте только ради экономии нескольких долларов на почасовых ставках машин. Если вы не уверены, какой процесс обработки подходит для вашей детали, или хотите узнать, может ли 5-осевая обработка снизить ваши затраты и улучшить качество вашей детали, не гадайте. Отправьте нам чертежи вашей детали, и наша команда старших инженеров предоставит бесплатный, без обязательств обзор DFM (Дизайн для Производимости) и полный расчет стоимости. Мы позволим данным говорить за себя.