



В эпоху энергетического перехода и промышленного обновления лопасти ветряных турбин — ключевые компоненты для преобразования энергии — требуют беспрецедентной точности производства для обеспечения эффективности и надежности оборудования. Как специализированный завод по CNC-обработке с глубокими знаниями в этой области, мы поставили более 100,000 высокоточных лопастей глобальным клиентам в области ветровой энергетики, промышленных вентиляторов и аэрокосмической промышленности. Эта статья анализирует основную ценность CNC-обработки для лопастей ветряных турбин — от технологических прорывов и инноваций в процессах до применения материалов и тенденций в отрасли, позволяя вам использовать будущее прецизионного производства.
5-осевое обработка: от микронной точности до изготовления сложной геометрии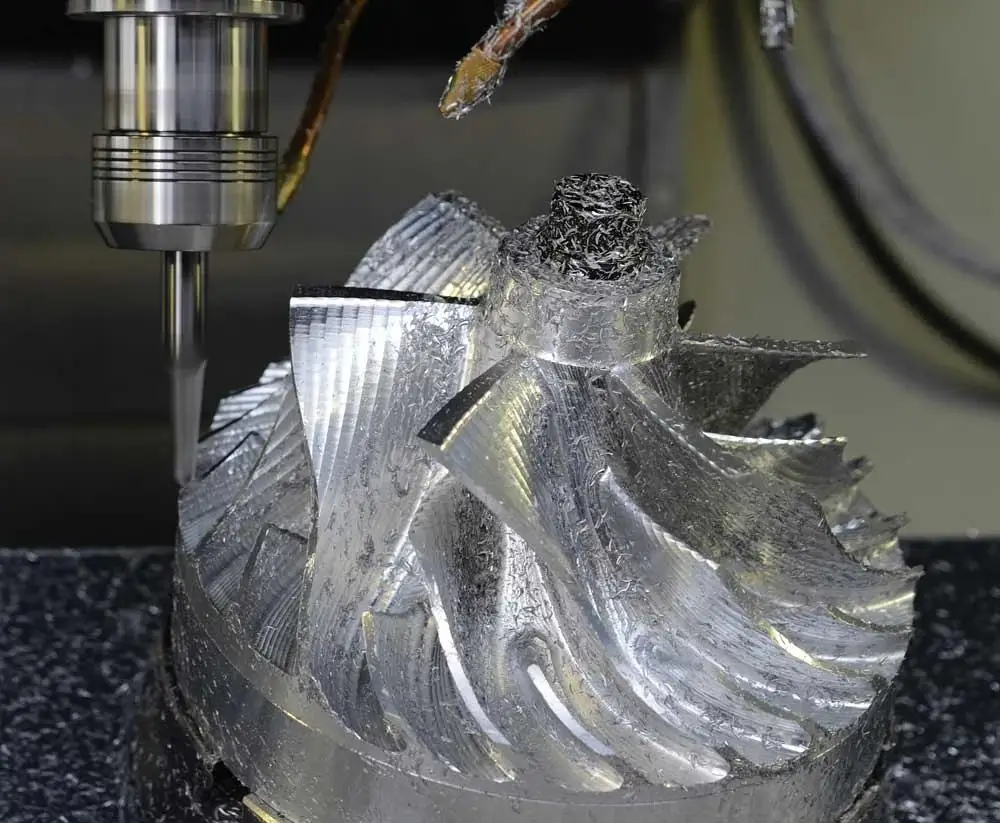
1. Техническое преимущество: три ключевых преимущества 5-осевых обрабатывающих центров
Динамическое управление точностью: Используя системы ЧПУ Heidenhain и лазерные измерительные зонда, мы достигаем точности позиционирования ±0,005 мм — на 60% меньше ошибки по сравнению с традиционными 3-осевыми станками.
·Мастерство изогнутой поверхности: С помощью двухосевых вращающихся столов с ЧПУ мы выполняем обработку ветряных лопастей с углом закрутки 12° и шероховатостью поверхности 0,8 мкм за одну установку, исключая многоступенчатую сборку.
Интеллектуальная обработка материалов Система оптимизации параметров резания на основе ИИ увеличивает срок службы инструмента на 20% и повышает эффективность обработки на 35%.
Кейс-исследование: Для импеллера высокоскоростного центробежного вентилятора наша 5-осевая обработка обеспечила стабильную работу на 130 000 об/мин с точностью динамического баланса ≤3 мг — на 70% меньшая вибрация по сравнению с литьевыми процессами.
2. Однослойное изготовление сложных структур
·Интегрированная обработка импеллеровОт 20-миллиметровых микро-импеллеров до 1,2-метровых промышленных вентиляторных импеллеров, 5-осевое фрезерование объединяет hubs, лопасти и валы в одно целое, уменьшая ошибки сборки.
·Легкий дизайн: Оптимизация топологии снижает вес алюминиевого сплавного лезвия на 30% и вес лезвия из углеродного волокна на 45% без ущерба для прочности.
Материалы и процессы: от традиционных металлов до современных композитов
 1. Science Behind Material Selection
1. Science Behind Material Selection
|
Материал |
Типичные применения |
Ключевые свойства |
Обработка: Проблемы и вызовы |
|
Aluminum 6061 |
Промышленные вентиляторы, роторы, воздуходувки |
Прочность на растяжение 276 МПа, плотность 2.7 г/см³ |
Контроль износа инструмента (инструменты с алмазным покрытием) |
|
Titanium TC4 |
Аэрокосмические импеллеры, детали высокой температуры |
Тянущая прочность 895 МПа, температура сопротивления ≤600℃ |
Управление теплом (охлаждение под высоким давлением) |
|
Углеродное волокно CFRP |
Лопасти ветряных турбин, роторы БПЛА |
Модуль упругости 230 ГПа, удельная прочность в 4 раза выше, чем у стали. |
Предотвращение деламинации (низкая подача + вакуумные приспособления) |
2. Полный процесс обработки с высокой точностью
1. CAD Моделирование: Аэродинамическая оптимизация с использованием UG NX, подтвержденная CFD-симуляциями, для увеличения объема воздуха на 15%.
2. Программирование CAM: Спиральные интерполяционные пути при скорости шпинделя 8000 об/мин и подаче 1200 мм/мин уменьшают повторяемость траектории инструмента.
3. Черновая обработка: удалить 90% материала с помощью фрезы диаметром 20 мм, оставив припуск на отделку 0,5 мм.
4. Завершальная обработка: Перейдите на фрезу с шаровым концом диаметром 8 мм с трохоидальным фрезерованием для шероховатости поверхности Ra≤0,4 мкм.
5. Обработка поверхности:
· Анодирование: оксидный слой 25 мкм на алюминии, твердость HV≥300, стойкость к солевому туману более 1,000 часов.
· Лазерное напыление: покрытие из карбида вольфрама на кончиках лезвий увеличивает устойчивость к износу в 5 раз, продлевая срок службы до 8 лет.
Контроль качества: от инспекции CMM до управления полным жизненным циклом
 Трехуровневая система инспекции
Трехуровневая система инспекции
· Первоначальная проверка изделия: CMM Zeiss проводит более 200 измерительных проверок, достигая уровня приемки ≥99,5%.
· Пакетная выборка: 5% случайная выборка, проверяемая с помощью вибрационного анализа на вибрацию ≤2.8 мм/с (стандарт ISO 10816).
· НК (Неразрушающий контроль): Ультразвуковая и магнитнопорошковая инспекция выявляют 99,9% внутренних дефектов, таких как трещины.
2. Оптимизация процессов на основе данных
· База данных параметров обработки: более 1000 наборов параметров для материалов, инструментов и условий позволяют быстро повторно использовать процессы.
· Прогнозное обслуживание: мониторинг «машина-машине» (M2M) отслеживает нагрузку на шпиндель и износ инструмента с точностью раннего предупреждения 92%.
Применение в промышленности и сравнение технологий
1. Глубокая адаптация к типичным сценариям
Сектор ветровой энергетики:
· Более 100 миллионов лопастей: 5-осевое обработка обеспечивает миллиметровую точность укладки для корневых секций из 70 слоев, контролируя вес менее 30 тонн.
· Легкий тренд: Лопасти из углеродного волокна (CFRP), в сочетании с ЧПУ-обработкой, снижают вес на 15%, увеличивая эффективность выработки энергии на 8%.
Промышленные вентиляторы:
· Коррозионная стойкость: нержавеющая сталь 316L с пассивацией выдерживает среды с pH 2–12.
· Low-Noise Design: Aerodynamic simulations reduce noise by 10dB, meeting ISO 3744 standards.
2. Сравнение эффективности с традиционными процессами
|
Process |
Single-Piece Time |
Material Utilization |
Complex Geometry Support |
Cost (100–1,000 Units) |
|
CNC обработка |
4–8 hours |
80% |
Full support |
$20–$50/unit |
|
Casting |
24–48 hours |
50% |
Limited |
$10–$30/unit |
|
3D Printing |
12–24 hours |
95% |
Full support |
$80–$150/unit |
Тенденции в отрасли и технологические инновации
1. Умные обновления производства
· Технология цифрового двойника: Виртуальное моделирование процессов снижает затраты на пробные испытания на 30% благодаря симуляции предварительной обработки.
· Автоматизированные производственные линии: роботизированная погрузка/разгрузка позволяет работать без оператора круглосуточно, увеличивая производительность на 40%.
2. Экологически чистые производственные практики
· Переработка материалов: восстановление стекловолокна ≥90%, восстановление углеродного волокна ≥85% для композитных отходов.
· Экономия энергии: Низковольтные шпиндели (≤15 кВт) сокращают годовые выбросы углерода на 12 тонн на машину.
3. Исследование материалов на границе
· Нано-Покрытия: Керамические покрытия толщиной 5–10 мкм на лезвиях увеличивают коррозионную стойкость в 5 раз, что идеально подходит для условий offshore ветряных электростанций.
· Сплавы с эффектом памяти формы: адаптивные лопасти регулируют углы в зависимости от скорости ветра, увеличивая эффективность работы на 12%.
5 ключевых факторов при выборе партнера по ЧПУ-обработке
1. Прочность оборудования: Приоритет следует отдавать заводам с 5-осевыми станками (например, DMG MORI DMU 80P) и высокоточными инструментами контроля.
2. Экспертиза процессов: Оценка проектных случаев в области ветровых лопастей и аэрокосмических импеллеров; запрос параметров обработки и отчетов о испытаниях.
3. Контроль затрат: CNC предлагает на 30% более эффективное использование материалов по сравнению с литьем, что дает значительные преимущества в стоимости для серийного производства (100–1,000 единиц).
4. Быстрый ответ: доставка прототипа за 3 дня, серийное производство за 7 дней и поддержка экстренных заказов.
5. Услуги с добавленной стоимостью: комплексные решения, включая динамическое балансирование, прогнозирование срока службы и обратное проектирование.
FAQ
В: Какова минимальная допустимая толерантность для CNC-обработанных ветряных лопастей?
A: 5-осевое обработка достигает ±0,005 мм точности, подходит для компонентов авиационной промышленности.
В: Как решить проблему деламинации при обработке композитных лопастей?
A: Используйте инструменты с алмазным покрытием, низкие подачи (≤500 мм/мин) и вакуумные приспособления, чтобы предотвратить обрыв волокон.
Q: Как обеспечить динамический баланс лопасти?
A: Лазерная подрезка или регулировка противовесов с помощью балансировочных машин достигает вибрации ≤2.8 мм/с.
В: Как обработка поверхности влияет на производительность лезвия?
A: Анодирование утрачивает тройное сопротивление износу; лазерное напыление продлевает срок службы до 8 лет в суровых условиях.
CNC-обработка ветряных лопастей, основанная на 5-осевой технологии, умном производстве и инновациях в материалах, становится отраслевым стандартом. Как ведущий производитель CNC, мы стремимся предоставлять комплексные решения — от оптимизации дизайна до серийного производства — с философией «Точность определяет качество, инновации определяют будущее». Свяжитесь с нашими экспертами сегодня для бесплатной консультации и индивидуального предложения.