


La economía del fresado CNC de aluminio personalizado está dictada por las limitaciones físicas de la fabricación sustractiva y las limitaciones cinemáticas de la máquina herramienta. Para los gerentes de compras y los ingenieros mecánicos en sectores de alta precisión, la diferencia entre un componente rentable y un proyecto que supera su presupuesto a menudo radica en los matices del modelo CAD 3D. En JXD Machining, el análisis de miles de proyectos indica que las decisiones de diseño tomadas durante las primeras etapas de prototipado tienen un efecto acumulativo en los costos de producción final. Este informe detalla cinco estrategias de ingeniería específicas para optimizar las piezas de aluminio personalizadas en términos de fabricabilidad, centrándose en la reducción del tiempo de máquina, la mitigación del desgaste de herramientas y la eliminación de operaciones de alto riesgo.
Estandarizar los radios internos y mitigar la deflexión de la herramienta.
La geometría de la herramienta de corte es la principal restricción en cualquier operación de fresado. Debido a que las fresas son cilíndricas y giran en torno a un eje central, no son capaces de producir esquinas internas agudas de 90 grados. Cuando un diseño especifica esquinas internas afiladas, obliga al maquinista a alejarse del fresado estándar y hacia procesos especializados y de alto costo, como el mecanizado por descarga eléctrica (EDM) o el escuadrado manual con herramientas de brochado.
La lógica técnica de la regla del radio del 130%
Un error frecuente en el diseño es especificar un radio interno que coincida exactamente con el radio de una herramienta de corte estándar. Por ejemplo, diseñar una esquina con un radio de 5 mm para ser cortada con una herramienta de 10 mm de diámetro crea una condición en la que la herramienta está en contacto a lo largo de un arco de 180 grados. Esto provoca un aumento repentino en las fuerzas de corte, lo que resulta en un chattering significativo, un acabado superficial deficiente y un desgaste acelerado de la herramienta.
El estándar de la industria para el fresado CNC de aluminio personalizado optimizado es especificar un radio interno que sea al menos del 130% del radio de la herramienta de corte. Este margen adicional del 30% permite que la herramienta siga una trayectoria de interpolación circular, manteniendo una carga de viruta constante y permitiendo velocidades de avance más altas. Al permitir que la herramienta "gire" en la esquina sin detenerse momentáneamente, se elimina prácticamente el riesgo de permanecer, que causa acumulación de calor localizada y endurecimiento por trabajo en algunas aleaciones.
Análisis Cuantitativo de la Deflexión de Herramientas
La física de la deflexión de las herramientas está gobernada por el modelo de viga en voladizo. La deflexión ($\delta$El diámetro de una fresadora se puede aproximar mediante la fórmula:
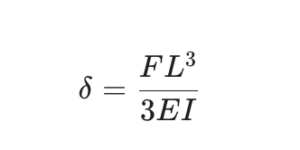
where F es la fuerza de corte L es la longitud de la sobreextensión de la herramienta. E es el módulo de elasticidad del material de la herramienta (típicamente carburo de tungsteno), y I is the area moment of inertia. Because L se eleva al cubo, incluso un aumento menor en la profundidad de una cavidad que requiere una herramienta de largo alcance resulta en un aumento exponencial en la deflexión.
Cuando la relación entre la profundidad de la cavidad y el radio de la esquina supera 3:1, la herramienta se vuelve significativamente menos rígida. En casos extremos, como la relación 19:1 identificada en estudios de caso de cavidades ultra profundas, se deben utilizar cortadores de inserción extendida especializados en antivibración, lo que añade un tiempo considerable de máquina y costos de herramientas especializadas al proyecto.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Bajo |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Bajo |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Moderado |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Soluciones Prácticas: Cortes T-Bone y Cortes Dog-Bone
Si un diseño requiere que un componente cuadrado encaje en un bolsillo fresado, la solución más rentable no es minimizar el radio, sino utilizar rebajes. Los recortes en forma de T o en forma de hueso de perro extienden la forma de la esquina más allá del área funcional, permitiendo que la herramienta redonda limpie completamente la esquina. Esto garantiza que una pieza de acoplamiento con bordes rectos pueda encajar a ras contra las paredes del bolsillo sin necesidad de costosas operaciones secundarias.
Optimizar el grosor de la pared para la estabilidad del material.
Las aleaciones de aluminio, particularmente los grados comunes Al6061 y Al7075, son propensas a la deformación durante el mecanizado debido a la liberación de tensiones residuales internas y a las altas temperaturas generadas en la interfaz de corte. En el contexto de la reducción de costos de mecanizado, mantener un grosor de pared adecuado es fundamental para prevenir la vibración de las piezas (chatter) y la deformación.
Directrices de Grosor Mínimo para Al6061 y Al7075
Mientras que se pueden lograr paredes delgadas a través de técnicas especializadas de "fresado de espejo" o mediante el uso de material de soporte sacrificial, estas técnicas añaden una cantidad considerable de mano de obra y tiempo de preparación. Para diseños listos para producción, se aplican los siguientes estándares de grosor:
- Aluminio 6061-T6: Se recomienda un grosor mínimo de pared de 1.5 mm para aplicaciones generales. Aunque 0,8 mm es técnicamente factible para secciones pequeñas y no estructurales, a menudo requiere velocidades de avance más lentas para evitar que la herramienta empuje el material en lugar de cortarlo.
- Aluminio 7075-T6: Debido a su mayor resistencia y dureza, el 7075 puede, en teoría, soportar secciones ligeramente más delgadas, pero también es más propenso a deformaciones inducidas por el estrés. Mantener un mínimo de 2.0 mm para piezas más grandes de 7075 es una base más segura para garantizar la estabilidad dimensional.
Relaciones de aspecto y rigidez estructural
La relación altura-grosor es el indicador principal de la estabilidad de la pared. Una relación por debajo de 10:1 se considera generalmente estable para el mecanizado CNC. Si una pared excede esta relación, la frecuencia de la herramienta puede sincronizarse con la frecuencia de resonancia de la sección delgada, lo que provoca marcas de vibración severas que no se pueden eliminar con pasadas de acabado.
Para secciones largas y delgadas (de más de 100 mm de longitud), el riesgo de deformación es alto. En estos casos, es necesario aumentar el grosor mínimo de la pared a 3,0 mm o añadir nervios estructurales cada 50 mm para mantener la planitud.
| Grado de Material | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Alivio del Estrés y Gestión Térmica
La alta conductividad térmica del aluminio$\approx 205 \text{ W/m}\cdot\text{K}$) significa que el calor del proceso de fresado se dispersa rápidamente por toda la pieza. En elementos de paredes delgadas, este calor puede causar expansión térmica durante el corte, seguida de una contracción desigual a medida que la pieza se enfría, lo que resulta en una geometría final deformada.
Para minimizar estos efectos, los ingenieros deben especificar material aliviado de tensiones, como el 6061-T651, que experimenta un proceso de estiramiento controlado después del tratamiento térmico para neutralizar las tensiones internas. Aunque este material puede tener un recargo de precio del 15-20%, la reducción en las tasas de chatarra y la eliminación de operaciones de "aplanado" suelen resultar en un coste total de la pieza más bajo.
Limitar la profundidad de la rosca para evitar fallos en el taladro
En el fresado CNC de aluminio personalizado, el roscado es a menudo la operación de mayor riesgo. Las brocas son herramientas delicadas, y la naturaleza "gomosa" del aluminio conduce a la soldadura y acumulación de virutas, que son las principales causas de rotura de las brocas en agujeros ciegos.
La mecánica del acoplamiento de roscas
Una creencia errónea común es que los hilos más profundos ofrecen mayor resistencia. En realidad, los primeros tres hilos de un sujetador soportan aproximadamente el 75% de la carga total. Ampliar la profundidad de rosca más allá de 2 veces el diámetro nominal$2D$Proporciona un beneficio mecánico negligible mientras aumenta significativamente la probabilidad de fallo de la herramienta.
Para el aluminio, la relación óptima de profundidad de rosca a diámetro es de 1.5x a 2x. El mecanizado de una rosca de 3x o 4x de diámetro requiere brocas de roscar de espiral especializadas para extraer las virutas del agujero, o operaciones de fresado de rosca que son significativamente más lentas y costosas que el roscado tradicional.
Preparación y Despeje Eficaces de Agujeros
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Para los agujeros ciegos, es esencial proporcionar un clearance adecuado entre el final de la rosca y el fondo del agujero piloto.
- Drill Depth Clearance: El agujero piloto debe ser al menos de 1.5 a 2 veces la profundidad del paso de rosca más profundo que la profundidad total de rosca requerida. Este espacio proporciona un reservorio para que las virutas se acumulen sin ser comprimidas contra el fondo del agujero, lo que provoca picos de par que rompen la macho.
- Form Tapping: Para aleaciones de aluminio dúctil como la 6061, se recomiendan encarecidamente las brocas roscadoras (de rodillo). Estas herramientas desplazan el material en el perfil de la rosca en lugar de cortarlo, produciendo cero virutas y, por lo tanto, eliminando el riesgo de acumulación de virutas.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Evita tolerancias ajustadas innecesarias y cuellos de botella en metrología.
Las tolerancias ajustadas a menudo se aplican como un "factor de seguridad" por los diseñadores, pero en el fresado CNC de aluminio personalizado, representan el mayor factor de costos innecesarios. Cada micrón de tolerancia ajustada por debajo de ±0,05 mm aumenta exponencialmente el esfuerzo de fabricación, el tiempo de inspección y el riesgo de chatarra.
El Costo de la Precisión
Un fresadora CNC estándar de 3 ejes, con un mantenimiento adecuado y control térmico, puede lograr rutinariamente tolerancias de ±0,05 mm sin penalizaciones de costo significativas. Sin embargo, endurecer este requisito a ±0,005 mm puede duplicar o triplicar el coste de mecanizado. Este aumento está impulsado por:
- Slower Feed Rates: Los pases de acabado deben realizarse con profundidades de corte extremadamente ligeras y velocidades lentas para mantener la precisión dimensional y el acabado superficial.
- Increased Tool Changes: Las herramientas deben ser reemplazadas con mayor frecuencia para tener en cuenta incluso el desgaste menor que sería aceptable con tolerancias más amplias.
- Thermal Drift: Debido a que el aluminio tiene un alto coeficiente de expansión térmica, mantener ±0.005 mm a menudo requiere entornos de mecanizado controlados climáticamente y sistemas de sondeo en proceso.
Estandarización con ISO 2768
La forma más efectiva de comunicar los requisitos de precisión mientras se controlan los costos es utilizar estándares de tolerancia general. La ISO 2768 proporciona un marco para dimensiones lineales y angulares, permitiendo a los diseñadores especificar una clase de tolerancia global para características no críticas, reservando tolerancias estrictas para interfaces funcionales.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Precisión | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Alta Precisión | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Crecimiento y cambios dimensionales en el anodizado
Las piezas de aluminio se anodizan con frecuencia para mejorar la resistencia a la corrosión o por estética. Es un error común especificar tolerancias ajustadas sin tener en cuenta el grosor añadido por el proceso de anodizado.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
El factor crítico es que la capa de óxido crece tanto hacia adentro como hacia afuera. En general, el 50% del grosor del recubrimiento representa "crecimiento" por encima de la superficie original. Para un orificio de precisión destinado a un ajuste de rodamiento, el diámetro pre-mecanizado debe ajustarse para tener en cuenta este crecimiento. No hacerlo resulta en piezas "sobredimensionadas" costosas que deben ser despojadas y recubiertas nuevamente, o desechadas por completo.
Minimizar los Montajes de Máquinas a Través de una Orientación Estratégica de las Piezas
El coste de una pieza CNC está determinado en gran medida por el tiempo "de suelo a suelo", que incluye el tiempo dedicado a la configuración de la máquina y la reubicación de la pieza. Cada vez que un maquinista tiene que tocar la pieza para darle la vuelta o moverla a un nuevo soporte, el coste laboral aumenta y el riesgo de errores de alineación (desplazamiento de datum) se incrementa.
Diseño para Acceso de Configuración Única
La fresadora CNC de aluminio personalizada más eficiente implica piezas que se pueden mecanizar desde una sola orientación. Características como agujeros, ranuras o bolsillos que se encuentran en múltiples caras de un cubo requieren múltiples configuraciones.
- Feature Consolidation: Si una pieza requiere agujeros en cuatro lados, evalúa si el diseño se puede modificar para colocar esos agujeros en una sola cara, o si se pueden utilizar agujeros pasantes para alcanzar ambos lados desde una dirección.
- Tool Access Clearance: Los diseñadores deben asegurarse de que el portaherramientas no colisione con la geometría de la pieza. Una regla general es mantener al menos 6 mm de separación alrededor de cualquier característica profunda para permitir el acceso con herramientas estándar.
El papel del mecanizado en 5 ejes
Mientras que las máquinas CNC de 5 ejes tienen tarifas horarias más altas—que a menudo oscilan entre 100 y 200 dólares por hora en comparación con 40 a 70 dólares para fresadoras de 3 ejes—pueden reducir significativamente el costo total para piezas complejas. Al permitir que la herramienta acceda a múltiples caras en una sola configuración, el mecanizado 5 ejes elimina la mano de obra de reposicionamiento y reduce la necesidad de múltiples dispositivos costosos.
Sin embargo, la simplificación del diseño siempre debería ser la primera prioridad. Una pieza que se puede fabricar en dos configuraciones en una máquina de 3 ejes será casi siempre más barata que una pieza compleja que requiere movimiento simultáneo en 5 ejes.
Estrategias de sujeción y "Marco de Imagen"
Diseñar teniendo en cuenta la sujeción es esencial para la reducción de costos. Las piezas sin superficies planas y paralelas son difíciles de asegurar en un tornillo de banco estándar, lo que requiere la creación de "mandíbulas blandas" personalizadas.
Una estrategia más efectiva para piezas delgadas o complejas es el mecanizado tipo "marco de fotos". La pieza se diseña con un perímetro de material sacrificial que es sujetado por la prensa o atornillado a una subplaca. Todas las características críticas se mecanizan dentro de este marco, y el marco se retira en una operación final y sencilla. Este enfoque proporciona la máxima rigidez y evita que las fuerzas de sujeción deformen las secciones de paredes delgadas de la pieza de aluminio.
Conclusión
Maximizar la eficiencia del fresado CNC de aluminio personalizado requiere una comprensión pragmática de la relación entre la geometría, el comportamiento del material y la cinemática de la máquina. Al estandarizar los radios internos al 130% del radio de la herramienta y mantener una relación de profundidad a radio de 3:1, los ingenieros pueden eliminar eficazmente los riesgos de deflexión de la herramienta y los ciclos excesivos de la máquina. Además, optimizar el grosor de las paredes a un mínimo de producción de 1.5 mm y restringir las profundidades de rosca a 2 veces el diámetro reduce significativamente el riesgo de deformaciones estructurales y fallos catastróficos de la macho.
Quizás lo más importante es que el uso estratégico de tolerancias estándar como la ISO 2768 y la minimización de los ajustes de máquina a través de una orientación inteligente de las piezas son los caminos más directos para la reducción de costos en mecanizado. En JXD Machining, nuestro objetivo es proporcionar transparencia y experiencia técnica para ayudar a nuestros clientes a cerrar la brecha entre un diseño complejo y una producción económica. Le animamos a que envíe sus archivos CAD 3D para una revisión y presupuesto completos de DFM (Diseño para Fabricación) con el fin de identificar oportunidades de ahorro de costos antes de que comience la producción.