


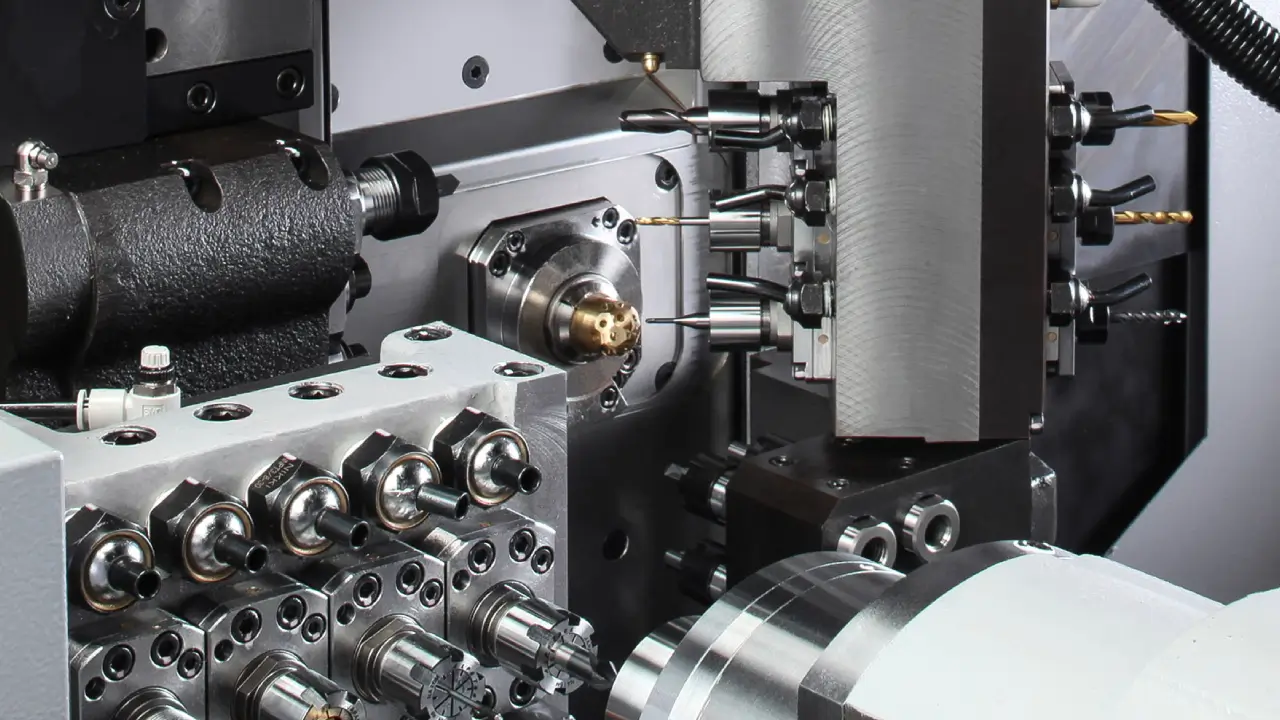
Die Wirtschaftlichkeit der maßgeschneiderten Aluminium-CNC-Bearbeitung wird durch die physikalischen Einschränkungen der subtraktiven Fertigung und die kinematischen Begrenzungen des Werkzeugmaschinen bestimmt. Für Beschaffungsmanager und Maschinenbauingenieure in hochpräzisen Sektoren liegt der Unterschied zwischen einem kosteneffizienten Bauteil und einem Projekt, das sein Budget überschreitet, oft in den Nuancen des 3D-CAD-Modells. Bei JXD Machining zeigt die Analyse von Tausenden von Projekten, dass Designentscheidungen, die in den frühen Prototyping-Phasen getroffen werden, einen kumulativen Einfluss auf die endgültigen Produktionskosten haben. Dieser Bericht beschreibt fünf spezifische Ingenieurstrategien zur Optimierung maßgeschneiderter Aluminiumteile hinsichtlich der Fertigungsfreundlichkeit, wobei der Fokus auf der Reduzierung der Maschinenlaufzeit, der Minderung des Werkzeugverschleißes und der Eliminierung von Hochrisikobetriebsvorgängen liegt.
Standardisieren Sie die inneren Radien und mindern Sie die Werkzeugablenkung.
Die Geometrie des Schneidwerkzeugs ist die primäre Einschränkung bei jeder Fräsoperation. Da Fräswerkzeuge zylindrisch sind und sich um eine zentrale Achse drehen, sind sie nicht in der Lage, scharfe 90-Grad-Innenkanten zu erzeugen. Wenn ein Design scharfe innere Ecken vorschreibt, zwingt es den Maschinenbauer dazu, von der Standardfräsbearbeitung abzuweichen und sich spezialisierten, kostenintensiven Verfahren wie der Funkenerosionsbearbeitung (EDM) oder der manuellen Quadratbearbeitung mit Wendelwerkzeugen zuzuwenden.
Die technische Logik der 130%-Radiusregel
Ein häufiger Fehler im Design besteht darin, einen Innenradius anzugeben, der genau dem Radius eines Standard-Schneidwerkzeugs entspricht. Zum Beispiel führt das Entwerfen einer 5 mm Radius-Ecke, die mit einem 10 mm Durchmesser-Werkzeug bearbeitet werden soll, zu einer Situation, in der das Werkzeug über einen 180-Grad-Bereich eingreift. Dies führt zu einem plötzlichen Anstieg der Schnittkräfte, was zu erheblichem Rattern, schlechter Oberflächenbeschaffenheit und beschleunigtem Werkzeugverschleiß führt.
Der Branchenstandard für optimiertes maßgeschneidertes Aluminium-CNC-Fräsen besteht darin, einen inneren Radius anzugeben, der mindestens 130 % des Radius des Schneidwerkzeugs beträgt. Dieser zusätzliche Margin von 30% ermöglicht es dem Werkzeug, einem zirkularen Interpolationspfad zu folgen, wodurch eine konstante Spanabnahme aufrechterhalten und höhere Vorschubgeschwindigkeiten ermöglicht werden. Indem man dem Werkzeug erlaubt, die Ecke zu „drehen“, ohne einen momentanen Stopp einzulegen, wird das Risiko des Verweilens – das zu lokalisierten Wärmeaufbau und Werkstoffverfestigung in einigen Legierungen führt – praktisch eliminiert.
Quantitative Analyse der Werkzeugabweichung
Die Physik der Werkzeugablenkung wird durch das Modell des Kragträgers bestimmt. Die Ablenkung ($\delta$The translation of your sentence into German is:
"Der Durchmesser eines Fräser kann durch die Formel angenähert werden:"
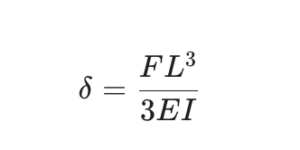
where F The translation of "is the cutting force," to German is "ist die Schnittkraft." L "ist die Länge des Werkzeugüberhangs," E ist der Elastizitätsmodul des Werkzeugmaterials (typischerweise Wolframkarbid), und I is the area moment of inertia. Because L ist hochgradig, selbst eine geringfügige Erhöhung der Tiefe einer Kavität, die ein Langstreckenwerkzeug erfordert, führt zu einem exponentiellen Anstieg der Durchbiegung.
Wenn das Verhältnis von Höhlentiefe zu Eckenradius 3:1 überschreitet, wird das Werkzeug deutlich weniger steif. In extremen Fällen, wie dem 19:1-Verhältnis, das in Fallstudien zu ultratiefen Hohlräumen identifiziert wurde, müssen spezialisierte Antivibrationsverlängerungsschneider verwendet werden, was dem Projekt erhebliche Maschinenzeiten und Kosten für spezialisiertes Werkzeug hinzufügt.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Niedrig |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Niedrig |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Moderat |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Praktische Lösungen: T-Bone- und Dog-Bone-Untercuts
Wenn ein Design erfordert, dass ein quadratisches Bauteil in eine gefräste Tasche passt, ist die kostengünstigste Lösung nicht, den Radius zu minimieren, sondern Unterkanten zu verwenden. T-Bone- oder Hundeknochen-Unterkanten erweitern die Form der Ecke über den funktionalen Bereich hinaus, sodass das runde Werkzeug die Ecke vollständig freigeben kann. Dies stellt sicher, dass ein quadratisch-kantiges Bauteil bündig gegen die Taschenwände sitzt, ohne dass teure Nachbearbeitungen erforderlich sind.
Optimieren Sie die Wandstärke für Materialstabilität.
Aluminiumlegierungen, insbesondere die gängigen Grade Al6061 und Al7075, sind während der Bearbeitung anfällig für Verformungen, da interne Restspannungen freigesetzt werden und hohe Temperaturen an der Schnittstelle entstehen. Im Kontext der Reduzierung der Bearbeitungskosten ist die Aufrechterhaltung einer angemessenen Wandstärke entscheidend, um Vibrationen (Schwingungen) und Verformungen der Teile zu verhindern.
Mindestdickenrichtlinien für Al6061 und Al7075
Während dünne Wände durch spezialisierte „Spiegelbearbeitung“ oder den Einsatz von opferbarem Stützmaterial erreicht werden können, erhöhen diese Techniken den Arbeitsaufwand und die Einrichtungszeit erheblich. Für produktionsbereite Designs gelten die folgenden Dicke-Standards:
- Aluminium 6061-T6: Eine Mindestwandstärke von 1,5 mm wird für allgemeine Anwendungen empfohlen. Während 0,8 mm technisch für kleine, nicht tragende Bereiche machbar ist, erfordert es oft langsamere Vorschubgeschwindigkeiten, um zu verhindern, dass das Werkzeug das Material wegschiebt, anstatt es zu schneiden.
- Aluminium 7075-T6: Aufgrund seiner höheren Festigkeit und Härte kann 7075 theoretisch etwas dünnere Abschnitte unterstützen, ist jedoch auch anfälliger für durch Spannung verursachte Verformungen. Die Einhaltung eines Mindestmaßes von 2,0 mm für größere 7075-Teile ist eine sicherere Grundlage, um die dimensionsstabilität zu gewährleisten.
Aspektverhältnisse und strukturelle Steifigkeit
Das Höhen-zu-Dicken-Verhältnis ist der wichtigste Indikator für die Stabilität der Wand. Ein Verhältnis von unter 10:1 wird im Allgemeinen als stabil für die CNC-Bearbeitung angesehen. Wenn eine Wand dieses Verhältnis überschreitet, kann die Frequenz des Werkzeugs mit der Resonanzfrequenz des dünnen Abschnitts synchronisieren, was zu schweren Sägezeichen führt, die durch Nachbearbeitungen nicht entfernt werden können.
Für lange, dünne Abschnitte (über 100 mm in Länge) ist das Risiko von Verformungen hoch. In diesen Fällen ist es notwendig, die Mindestwandstärke auf 3,0 mm zu erhöhen oder alle 50 mm strukturelle Rippenelemente hinzuzufügen, um die Ebenheit zu gewährleisten.
| Materialqualität | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Stressabbau und Wärmemanagement
Die hohe Wärmeleitfähigkeit von Aluminium$\approx 205 \text{ W/m}\cdot\text{K}$) bedeutet, dass die Wärme aus dem Zerspanungsprozess sich schnell im gesamten Bauteil verteilt. In dünnwandigen Elementen kann diese Wärme während des Schnitts zu einer thermischen Ausdehnung führen, gefolgt von ungleichmäßiger Kontraktion, während das Bauteil abkühlt, was zu einer verzogenen Endgeometrie führt.
Um diese Effekte zu minimieren, sollten Ingenieure spannungsfreies Material wie 6061-T651 spezifizieren, das nach der Wärmebehandlung einem kontrollierten Dehnungsprozess unterzogen wird, um interne Spannungen zu neutralisieren. Obwohl dieses Material einen Preisaufschlag von 15-20 % haben kann, führen die Reduzierung der Ausschussraten und die Beseitigung von „Flachlegungs“-Operationen normalerweise zu niedrigeren Gesamtkosten für das Bauteil.
Die Gewindetiefe begrenzen, um ein Versagen des Gewindes zu verhindern.
Bei der individuellen CNC-Bearbeitung von Aluminium ist das Gewindeschneiden oft der risikoreichste Arbeitsschritt. Gewindeformer sind empfindliche Werkzeuge, und die "gummiartige" Beschaffenheit von Aluminium führt zu Spanverbackung und -ansammlung, die die Hauptursachen für das Brechen von Gewindeformen in blinden Löchern sind.
Die Mechanik der Gewindeverzahnung
Eine verbreitete Fehlannahme ist, dass tiefere Gewinde eine größere Festigkeit bieten. In Wirklichkeit tragen die ersten drei Gewinde eines Befestigungselements etwa 75 % der Gesamtlast. Die Gewindetiefe über das 2-fache des Nenn-Durchmessers hinaus verlängern$2D$) bietet einen vernachlässigbaren mechanischen Vorteil, während es die Wahrscheinlichkeit eines Werkzeugversagens erheblich erhöht.
Für Aluminium liegt das optimale Verhältnis von Gewindetiefe zu Durchmesser bei 1,5x bis 2x. Das Bearbeiten eines Gewindes mit einem Durchmesser von 3x oder 4x erfordert spezialisierte Spiralnutgewindebohrer, um Späne aus dem Loch zu ziehen, oder Gewindefräsvorgänge, die deutlich langsamer und teurer sind als das traditionelle Gewindeschneiden.
Effektive Lochvorbereitung und -freigabe
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Für blinde Löcher ist es wichtig, einen ausreichenden Abstand zwischen dem Ende des Gewindes und dem Boden des Bohrlochs zu gewährleisten.
- Drill Depth Clearance: Das Bohrloch sollte mindestens 1,5 bis 2 Mal so tief sein wie die erforderliche volle Gewindetiefe. Dieser Raum bietet ein Reservoir, in dem sich Späne ansammeln können, ohne gegen den Boden des Lochs gedrückt zu werden, was zu Drehmomentspitzen führt, die den Gewindeschneider abbrechen.
- Form Tapping: Für duktilen Aluminiumlegierungen wie 6061 werden formende (Roll-)Gewindebohrer dringend empfohlen. Diese Werkzeuge verdrängen das Material in das Gewindeprofil, anstatt es zu schneiden, wodurch keine Späne entstehen und somit das Risiko des Spänepackens eliminiert wird.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Vermeiden Sie unnötig enge Toleranzen und Engpässe in der Messtechnik.
Engtoleranzen werden von Designern oft als „Sicherheitsfaktor“ angewendet, jedoch stellen sie bei maßgeschneiderter Aluminium-CNC-Bearbeitung den größten Einzelgrund für unnötige Kosten dar. Jeder Mikrometer Toleranzverringerung unter ±0,05 mm erhöht exponentiell den Fertigungsaufwand, die Prüfzeit und das Risiko von Ausschuss.
Die Kosten der Präzision
Eine standardmäßige 3-Achsen-CNC-Fräse kann bei ordnungsgemäßer Wartung und thermischer Kontrolle routinemäßig Toleranzen von ±0,05 mm erreichen, ohne dass erhebliche Kostensteigerungen entstehen. Allerdings kann die Verschärfung dieser Anforderung auf ±0,005 mm die Bearbeitungskosten verdoppeln oder verdreifachen. Dieser Anstieg wird verursacht durch:
- Slower Feed Rates: Fertigungsübertragungen müssen mit extrem geringen Schnitttiefen und langsamen Geschwindigkeiten durchgeführt werden, um die Maßgenauigkeit und die Oberflächenbeschaffenheit zu erhalten.
- Increased Tool Changes: Werkzeuge müssen häufiger ersetzt werden, um selbst geringfügigem Verschleiß Rechnung zu tragen, der bei größeren Toleranzen akzeptabel wäre.
- Thermal Drift: Da Aluminium einen hohen Wärmeausdehnungskoeffizienten hat, erfordert die Einhaltung von ±0,005 mm häufig klimatisierte Bearbeitungsumgebungen und In-Prozess-Prüfsysteme.
Standardisierung mit ISO 2768
Der effektivste Weg, Präzisionsanforderungen zu kommunizieren und gleichzeitig die Kosten zu kontrollieren, besteht darin, allgemeine Toleranzstandards zu verwenden. ISO 2768 bietet einen Rahmen für lineare und winkelige Maße, der es Designern ermöglicht, eine globale Toleranzklasse für nicht-kritische Merkmale festzulegen, während enge Toleranzen für funktionale Schnittstellen reserviert bleiben.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Präzision | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Hohe Präzision | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Anodisierung Wachstum und dimensionale Verschiebungen
Aluminiumteile werden häufig anodisiert, um Korrosionsbeständigkeit oder ästhetische Eigenschaften zu erzielen. Ein häufiger Fehler ist es, enge Toleranzen anzugeben, ohne die durch den Anodisierungsprozess hinzugefügte Dicke zu berücksichtigen.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
Der entscheidende Faktor ist, dass die Oxidschicht sowohl nach innen als auch nach außen wächst. In der Regel stellt 50 % der Beschichtungsdicke das „Wachstum“ über der ursprünglichen Oberfläche dar. Für ein Präzisionsbohrung, die für einen Lagerpassung vorgesehen ist, muss der vorbearbeitete Durchmesser angepasst werden, um dieses Wachstum zu berücksichtigen. Andernfalls entstehen teure "Übermaß"-Teile, die abgezogen und neu beschichtet oder ganz verschrottet werden müssen.
Maschinenaufstellungen minimieren durch strategische Teileausrichtung
Die Kosten eines CNC-Teils werden maßgeblich durch die „Floor-to-Floor“-Zeit bestimmt, die die Zeit umfasst, die für die Maschinenaufrüstung und das Umpositionieren des Teils benötigt wird. Jedes Mal, wenn ein Maschinenbediener das Teil berühren muss, um es umzudrehen oder in eine neue Vorrichtung zu bewegen, steigen die Arbeitskosten und das Risiko von Ausrichtungsfehlern (Datumverschiebung) nimmt zu.
Entwurf für den Zugriff mit einem einzigen Setup
Die effizienteste maßgeschneiderte Aluminium-CNC-Bearbeitung umfasst Teile, die aus einer einzigen Ausrichtung bearbeitet werden können. Merkmale wie Löcher, Nuten oder Taschen, die sich an mehreren Flächen eines Würfels befinden, erfordern mehrere Aufspannungen.
- Feature Consolidation: Wenn ein Teil Löcher an vier Seiten benötigt, prüfen Sie, ob das Design so geändert werden kann, dass diese Löcher auf einer einzigen Fläche platziert werden, oder ob Durchgangslöcher verwendet werden können, um von einer Richtung aus beide Seiten zu erreichen.
- Tool Access Clearance: Designer müssen sicherstellen, dass der Werkzeughalter nicht mit der Geometrie des Teils kollidiert. Eine Faustregel ist, mindestens 6 mm Abstand um jede tiefe Funktion zu halten, um den Zugang zu Standardwerkzeugen zu ermöglichen.
Die Rolle der 5-Achs-Bearbeitung
Während 5-Achsen-CNC-Maschinen höhere Stundensätze haben – die oft zwischen 100 und 200 Dollar pro Stunde liegen, im Vergleich zu 40 bis 70 Dollar für 3-Achsen-Fräsmaschinen – können sie die Gesamtkosten für komplexe Teile erheblich senken. Durch die Ermöglichung des Zugriffs auf mehrere Flächen in einem einzigen Setup beseitigt die 5-Achs-Bearbeitung die Notwendigkeit für Umpositionierungsarbeiten und reduziert die Notwendigkeit für mehrere teure Vorrichtungen.
Jedoch sollte die Vereinfachung des Designs immer oberste Priorität haben. Ein Bauteil, das in zwei Aufspannungen auf einer 3-Achsen-Maschine gefertigt werden kann, wird fast immer günstiger sein als ein komplexes Bauteil, das eine gleichzeitige 5-Achsen-Bewegung erfordert.
Werkstückspannen und 'Bilderrahmen'-Strategien
Das Entwerfen mit Blick auf die Werkzeugspannung ist entscheidend für die Kostenreduzierung. Teile ohne flache, parallele Oberflächen sind schwer in einem Standardspannstock zu sichern, was die Herstellung von maßgeschneiderten „weichen Backen“ erforderlich macht.
Eine effektivere Strategie für dünne oder komplexe Bauteile ist das "Bilderrahmen"-Bearbeiten. Das Bauteil ist mit einem Umfang aus opferbarem Material gestaltet, das von der Spannvorrichtung gehalten oder an einer Unterplatte befestigt wird. Alle kritischen Merkmale werden innerhalb dieses Rahmens bearbeitet, und der Rahmen wird in einem letzten, einfachen Arbeitsschritt entfernt. Dieser Ansatz sorgt für maximale Steifigkeit und verhindert, dass die Spannkräfte die dünnwandigen Abschnitte des Aluminiumteils verformen.
Abschluss
Die Maximierung der Effizienz von maßgeschneiderten Aluminium-CNC-Fräsprozessen erfordert ein pragmatisches Verständnis der Beziehung zwischen Geometrie, Materialverhalten und Maschinenkinematik. Durch die Standardisierung interner Radien auf 130 % des Werkzeugradius und die Einhaltung eines Verhältnisses von 3:1 zwischen Tiefe und Radius können Ingenieure das Risiko von Werkzeugablenkungen und übermäßigen Maschinenzyklen effektiv eliminieren. Darüber hinaus senkt die Optimierung der Wandstärke auf ein Produktionsminimum von 1,5 mm und die Beschränkung der Gewindetiefen auf das 2-fache des Durchmessers signifikant das Risiko von strukturellem Verzug und katastrophalen Ausfällen des Gewindeschneiders.
Vielleicht am wichtigsten ist der strategische Einsatz von Standardtoleranzen wie ISO 2768 und die Minimierung von Maschinenrüstzeiten durch intelligente Bauteilorientierung die direktesten Wege zur Senkung der Bearbeitungskosten. Bei JXD Machining ist es unser Ziel, Transparenz und technisches Fachwissen bereitzustellen, um unseren Kunden zu helfen, die Lücke zwischen komplexem Design und wirtschaftlicher Produktion zu schließen. Wir laden Sie ein, uns Ihre 3D-CAD-Dateien für eine umfassende DFM (Design for Manufacturing)-Überprüfung und ein Angebot zu senden, um potenzielle Einsparungsmöglichkeiten zu identifizieren, bevor die Produktion beginnt.