


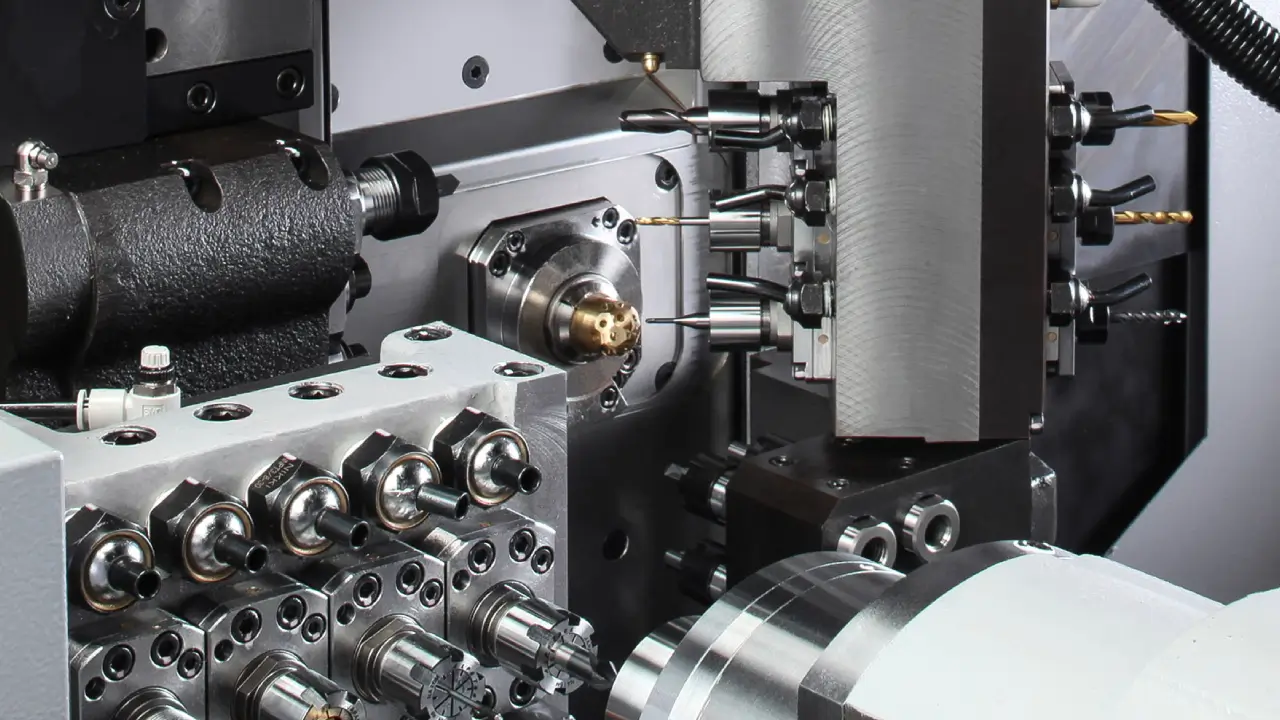
L'economia della fresatura CNC in alluminio personalizzato è determinata dai vincoli fisici della produzione sottrattiva e dalle limitazioni cinematiche dello strumento di lavorazione. Per i responsabili degli acquisti e gli ingegneri meccanici nei settori ad alta precisione, la differenza tra un componente economico e un progetto che supera il budget spesso risiede nelle sfumature del modello 3D CAD. Presso JXD Machining, l'analisi di migliaia di progetti indica che le scelte di design fatte durante le prime fasi di prototipazione hanno un effetto cumulativo sui costi di produzione finale. Questo rapporto dettaglia cinque strategie ingegneristiche specifiche per ottimizzare i pezzi in alluminio personalizzati per la fabbricabilità, concentrandosi sulla riduzione del tempo macchina, sulla mitigazione dell'usura degli utensili e sull'eliminazione delle operazioni ad alto rischio.
Standardizzare i raggi interni e mitigare la deflessione degli utensili
La geometria dell'utensile da taglio è il vincolo principale in qualsiasi operazione di fresatura. Poiché le frese a candela sono cilindriche e ruotano attorno a un asse centrale, non sono in grado di produrre angoli interni acuti di 90 gradi. Quando un progetto specifica angoli interni acuti, costringe il meccanico a allontanarsi dalla fresatura standard e a orientarsi verso processi specializzati ad alto costo come la lavorazione a scarica elettrica (EDM) o il quadramento manuale con strumenti di brocciatura.
La Logica Tecnica della Regola del Raggio del 130%
Un errore frequente nel design è specificare un raggio interno che corrisponde esattamente al raggio di uno strumento da taglio standard. Ad esempio, progettare un angolo con raggio di 5 mm da tagliare con uno strumento di diametro 10 mm crea una condizione in cui lo strumento è coinvolto su un arco di 180 gradi. Questo porta a un'improvvisa impennata delle forze di taglio, causando vibrazioni significative, una scarsa finitura superficiale e un'usura accelerata degli utensili.
Lo standard del settore per la fresatura CNC personalizzata in alluminio ottimizzata è specificare un raggio interno che sia almeno il 130% del raggio dell'utensile da taglio. Questo margine aggiuntivo del 30% consente allo strumento di seguire un percorso di interpolazione circolare, mantenendo un carico di truciolo costante e permettendo velocità di avanzamento più elevate. Permettendo allo strumento di "girare" l'angolo senza fermarsi momentaneamente, il rischio di rimanere bloccati—che causa accumulo di calore localizzato e indurimento del lavoro in alcune leghe—è praticamente eliminato.
Analisi Quantitativa della Deformazione degli Strumenti
La fisica della deflessione degli utensili è governata dal modello della trave a sbalzo. La deflessione ($\delta$The translation of your content to Italian is:
) di un fresatore può essere approssimato dalla formula:
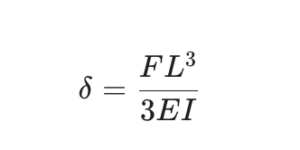
where F The translation of "is the cutting force" to Italian is "è la forza di taglio". L La lunghezza della sporgenza dello strumento, E La modulus di elasticità del materiale dell'utensile (tipicamente carburo di tungsteno), e I is the area moment of inertia. Because L è elevato al cubo, anche un leggero aumento della profondità di una cavità che richiede uno strumento a lungo raggio comporta un aumento esponenziale della deflessione.
Quando il rapporto tra la profondità della cavità e il raggio dell'angolo supera 3:1, l'utensile diventa significativamente meno rigido. In casi estremi, come il rapporto 19:1 identificato negli studi di casi su cavità ultra-profonde, devono essere utilizzati cutter a inserto esteso anti-vibrazione specializzati, il che aggiunge un notevole tempo di lavorazione e costi di attrezzatura specializzata al progetto.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Basso |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Basso |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Moderato |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Soluzioni Pratiche: Tagli T-Bone e Dog-Bone
Se un design richiede che un componente quadrato si adatti a una tasca fresata, la soluzione più economica non è minimizzare il raggio, ma utilizzare sottosquadri. I tagli a forma di T o a forma di osso di cane estendono la forma dell'angolo oltre l'area funzionale, permettendo all'utensile rotondo di liberare completamente l'angolo. Questo garantisce che un componente di accoppiamento con bordi squadrati possa adattarsi perfettamente contro le pareti della tasca senza la necessità di costose operazioni secondarie.
Ottimizza lo spessore della parete per la stabilità del materiale.
Le leghe di alluminio, in particolare i comuni gradi Al6061 e Al7075, sono soggette a deformazione durante la lavorazione a causa del rilascio di tensioni residue interne e delle alte temperature generate all'interfaccia di taglio. Nel contesto della riduzione dei costi di lavorazione, mantenere uno spessore delle pareti adeguato è fondamentale per prevenire la vibrazione dei pezzi (chatter) e la deformazione.
Linee guida per lo spessore minimo per Al6061 e Al7075
Mentre pareti sottili possono essere ottenute attraverso la "fresatura a specchio" specializzata o l'uso di materiali di supporto sacrificabili, queste tecniche aggiungono un notevole tempo di lavoro e di preparazione. Per i design pronti per la produzione, si applicano i seguenti standard di spessore:
- Alluminio 6061-T6: Si raccomanda uno spessore minimo della parete di 1,5 mm per applicazioni generali. Sebbene 0,8 mm sia tecnicamente fattibile per sezioni piccole e non strutturali, spesso richiede velocità di avanzamento più lente per evitare che l'utensile spinga via il materiale anziché tagliarlo.
- Alluminio 7075-T6: A causa della sua maggiore resistenza e durezza, il 7075 può teoricamente supportare sezioni leggermente più sottili, ma è anche più soggetto a deformazioni indotte dallo stress. Mantenere uno spessore minimo di 2,0 mm per i pezzi più grandi in 7075 è una base più sicura per garantire la stabilità dimensionale.
The translation of "Aspect Ratios and Structural Rigidity" to Italian is "Rapporti di Aspetto e Rigidità Strutturale".
Il rapporto altezza-spessore è l'indicatore principale della stabilità delle pareti. Un rapporto inferiore a 10:1 è generalmente considerato stabile per la lavorazione CNC. Se un muro supera questo rapporto, la frequenza dello strumento può sincronizzarsi con la frequenza di risonanza della sezione sottile, portando a gravi segni di vibrazione che non possono essere rimossi con passate di finitura.
Per sezioni lunghe e sottili (superiori a 100 mm di lunghezza), il rischio di incurvamento è elevato. In questi casi, è necessario aumentare lo spessore minimo delle pareti a 3,0 mm o aggiungere nervature strutturali ogni 50 mm per mantenere la planarità.
| Classe di materiale | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Gestione dello Stress e Controllo Termico
The translation of "Aluminum’s high thermal conductivity" to Italian is "L'alta conducibilità termica dell'alluminio."$\approx 205 \text{ W/m}\cdot\text{K}$) significa che il calore proveniente dal processo di fresatura si diffonde rapidamente in tutta la parte. Nei componenti a parete sottile, questo calore può causare un'espansione termica durante il taglio, seguita da una contrazione irregolare mentre il pezzo si raffredda, risultando in una geometria finale deformata.
Per minimizzare questi effetti, gli ingegneri dovrebbero specificare materiali trattati per alleviare le tensioni, come il 6061-T651, che subisce un processo di allungamento controllato dopo il trattamento termico per neutralizzare le tensioni interne. Sebbene questo materiale possa avere un premio di prezzo del 15-20%, la riduzione dei tassi di scarto e l'eliminazione delle operazioni di "appiattimento" di solito si traducono in un costo totale del pezzo inferiore.
Limita la profondità del filo per prevenire il fallimento della filettatura.
Nella fresatura CNC in alluminio personalizzata, la filettatura è spesso l'operazione a maggior rischio. I maschi sono strumenti delicati, e la natura "appiccicosa" dell'alluminio porta a saldature e accumuli di trucioli, che sono le principali cause della rottura dei maschi nei fori ciechi.
La meccanica dell'ingaggio della filettatura.
Una comune concezione errata è che filetti più profondi offrano una maggiore resistenza. In realtà, i primi tre filetti di un fissaggio sopportano circa il 75% del carico totale. Estendendo la profondità della filettatura oltre 2 volte il diametro nominale$2D$) fornisce un beneficio meccanico trascurabile mentre aumenta significativamente la probabilità di guasto dell'utensile.
Per l'alluminio, il rapporto ottimale tra la profondità della filettatura e il diametro è di 1,5x a 2x. La lavorazione di un filetto con un diametro di 3x o 4x richiede punte a spirale specializzate per estrarre i trucioli dal foro, oppure operazioni di fresatura del filetto che sono significativamente più lente e costose rispetto alla foratura tradizionale.
Preparazione e Libero Passaggio Efficace dei Fori
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Per i fori ciechi, è essenziale fornire un adeguato spazio tra la fine della filettatura e il fondo del foro pilota.
- Drill Depth Clearance: Il foro pilota dovrebbe essere profondo almeno da 1,5 a 2 volte il passo della filettatura in più rispetto alla profondità totale della filettatura richiesta. Questo spazio fornisce un serbatoio per accumulare trucioli senza essere compressi contro il fondo del foro, il che provoca picchi di coppia che spezzano il maschio.
- Form Tapping: Per leghe di alluminio duttili come il 6061, si raccomandano vivamente i filtri a vite formanti (a rullo). Questi strumenti spostano il materiale nel profilo della filettatura anziché tagliarlo, producendo zero trucioli e quindi eliminando il rischio di accumulo di trucioli.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Evita tolleranze troppo rigide e colli di bottiglia nella metrologia.
Le tolleranze strette sono spesso applicate come un "fattore di sicurezza" dai progettisti, ma nella fresatura CNC di alluminio su misura, rappresentano il principale fattore di costo inutile. Ogni micron di tolleranza ridotto al di sotto di ±0,05 mm aumenta esponenzialmente lo sforzo di produzione, il tempo di ispezione e il rischio di scarto.
Il Costo della Precisione
Un fresatrice CNC standard a 3 assi, con una corretta manutenzione e controllo termico, può raggiungere regolarmente tolleranze di ±0,05 mm senza penalità di costo significative. Tuttavia, stringere questo requisito a ±0,005 mm può raddoppiare o triplicare il costo di lavorazione. Questo aumento è guidato da:
- Slower Feed Rates: Le passate di finitura devono essere effettuate con profondità di taglio estremamente leggere e velocità ridotte per mantenere la precisione dimensionale e la finitura superficiale.
- Increased Tool Changes: Gli strumenti devono essere sostituiti più frequentemente per tenere conto anche di un'usura minima che sarebbe accettabile a tolleranze più larghe.
- Thermal Drift: Poiché l'alluminio ha un alto coefficiente di espansione termica, mantenere una tolleranza di ±0,005 mm richiede spesso ambienti di lavorazione a controllo climatico e sistemi di misurazione durante il processo.
Standardizzazione con ISO 2768
Il modo più efficace per comunicare i requisiti di precisione mantenendo sotto controllo i costi è utilizzare standard di tolleranza generali. La norma ISO 2768 fornisce un quadro per le dimensioni lineari e angolari, consentendo ai progettisti di specificare una classe di tolleranza globale per le caratteristiche non critiche, riservando tolleranze rigorose per le interfacce funzionali.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Precisione | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Alta Precisione | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Crescita dell'anodizzazione e variazioni dimensionali
I pezzi in alluminio sono frequentemente anodizzati per resistenza alla corrosione o per motivi estetici. È un errore comune specificare tolleranze strette senza tenere conto dello spessore aggiunto dal processo di anodizzazione.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
Il fattore critico è che lo strato di ossido cresce sia verso l'interno che verso l'esterno. In generale, il 50% dello spessore del rivestimento rappresenta la "crescita" sopra la superficie originale. Per un foro di precisione destinato a un accoppiamento con cuscinetti, il diametro pre-lavorato deve essere regolato per tenere conto di questa espansione. Il mancato rispetto di questa indicazione porta a costosi pezzi "sovradimensionati" che devono essere smontati e riprocessati, o completamente scartati.
Minimizzare le impostazioni delle macchine attraverso un'orientazione strategica dei pezzi.
Il costo di un pezzo CNC è in gran parte determinato dal tempo "pavimento a pavimento", che include il tempo speso per la preparazione della macchina e il riposizionamento del pezzo. Ogni volta che un operatore deve toccare il pezzo per girarlo o spostarlo su un nuovo supporto, il costo del lavoro aumenta e il rischio di errori di allineamento (spostamento del riferimento) cresce.
Progettazione per Accesso a Configurazione Unica
La lavorazione CNC in alluminio personalizzato più efficiente coinvolge parti che possono essere lavorate da un'unica orientazione. Caratteristiche come fori, fessure o tasche che si trovano su più facce di un cubo richiedono più configurazioni.
- Feature Consolidation: Se un pezzo richiede fori su quattro lati, valuta se il design può essere modificato per posizionare quei fori su un'unica faccia, o se possono essere utilizzati fori passanti per raggiungere entrambi i lati da una sola direzione.
- Tool Access Clearance: I progettisti devono assicurarsi che il portautensile non collida con la geometria del pezzo. Una regola empirica è mantenere almeno 6 mm di spazio attorno a qualsiasi caratteristica profonda per consentire l'accesso agli utensili standard.
Il Ruolo della Fresa a 5 Assi
Mentre le macchine CNC a 5 assi hanno tariffe orarie più elevate—spesso compresi tra $100 e $200 all'ora rispetto a $40 e $70 per i fresatori a 3 assi—possono ridurre significativamente il costo totale per parti complesse. Consentendo allo strumento di accedere a più facce in un'unica configurazione, la lavorazione a 5 assi elimina il lavoro di riposizionamento e riduce la necessità di più dispositivi costosi.
Tuttavia, la semplificazione del design dovrebbe sempre essere la prima priorità. Un pezzo che può essere realizzato in due configurazioni su una macchina a 3 assi sarà quasi sempre più economico di un pezzo complesso che richiede un movimento simultaneo a 5 assi.
Strategie di Fissaggio e "Cornice"
Progettare tenendo conto del bloccaggio è fondamentale per la riduzione dei costi. I pezzi privi di superfici piatte e parallele sono difficili da fissare in una morsa standard, richiedendo la creazione di "morsetti morbidi" personalizzati.
Una strategia più efficace per pezzi sottili o complessi è la lavorazione "a cornice". Il pezzo è progettato con un perimetro di materiale sacrificabile che viene bloccato nella morsa o fissato a una sottoplacca. Tutte le caratteristiche critiche sono lavorate all'interno di questo telaio, e il telaio viene rimosso in un'operazione finale e semplice. Questo approccio garantisce la massima rigidità e impedisce che le forze di serraggio deformino le sezioni a parete sottile della parte in alluminio.
Conclusione
Massimizzare l'efficienza della fresatura CNC in alluminio personalizzato richiede una comprensione pragmatica della relazione tra geometria, comportamento dei materiali e cinematica delle macchine. Standardizzando i raggi interni al 130% del raggio dell'utensile e mantenendo un rapporto profondità/raggio di 3:1, gli ingegneri possono eliminare efficacemente i rischi di deflessione dell'utensile e cicli eccessivi della macchina. Inoltre, ottimizzando lo spessore delle pareti a un minimo di produzione di 1,5 mm e limitando le profondità dei filetti a 2 volte il diametro, si riduce significativamente il rischio di deformazione strutturale e di guasto catastrofico del maschio.
Forse la cosa più importante è che l'uso strategico delle tolleranze standard come ISO 2768 e la minimizzazione delle impostazioni delle macchine attraverso un'orientazione intelligente dei pezzi sono i percorsi più diretti per ridurre i costi di lavorazione. Presso JXD Machining, il nostro obiettivo è fornire trasparenza e competenza tecnica per aiutare i nostri clienti a colmare il divario tra design complesso e produzione economica. Ti incoraggiamo a inviarci i tuoi file CAD 3D per una revisione e un preventivo completi DFM (Design for Manufacturing) al fine di identificare potenziali opportunità di risparmio sui costi prima dell'inizio della produzione.