


L'économie de l'usinage CNC sur mesure en aluminium est dictée par les contraintes physiques de la fabrication soustractive et les limitations cinématiques de l'outil machine. Pour les responsables des achats et les ingénieurs mécaniques dans des secteurs de haute précision, la différence entre un composant rentable et un projet qui dépasse son budget réside souvent dans les nuances du modèle CAD 3D. Chez JXD Machining, l'analyse de milliers de projets indique que les choix de conception effectués lors des premières étapes de prototypage ont un effet cumulatif sur les coûts de production finale. Ce rapport détaille cinq stratégies d'ingénierie spécifiques pour optimiser les pièces en aluminium sur mesure en termes de fabricabilité, en se concentrant sur la réduction du temps machine, l'atténuation de l'usure des outils et l'élimination des opérations à haut risque.
Standardiser les rayons internes et réduire la déviation de l'outil.
La géométrie de l'outil de coupe est la contrainte principale dans toute opération de fraisage. Étant donné que les fraises à bout sont cylindriques et tournent autour d'un axe central, elles ne peuvent pas produire des angles internes aigus à 90 degrés. Lorsqu'un design spécifie des coins internes aigus, cela oblige le machiniste à s'éloigner de l'usinage standard et à se tourner vers des processus spécialisés et coûteux tels que l'usinage par décharge électrique (EDM) ou le squaring manuel avec des outils de fraisage.
La logique technique de la règle du rayon de 130 %
Une erreur fréquente en conception est de spécifier un rayon interne qui correspond exactement au rayon d'un outil de coupe standard. Par exemple, concevoir un coin avec un rayon de 5 mm à couper avec un outil de 10 mm de diamètre crée une situation où l'outil est engagé sur un arc de 180 degrés. Cela entraîne une augmentation soudaine des forces de coupe, ce qui provoque un important bruit de coupe, une mauvaise finition de surface et une usure accélérée des outils.
La norme de l'industrie pour le fraisage CNC en aluminium personnalisé optimisé est de spécifier un rayon interne d'au moins 130 % du rayon de l'outil de coupe. Cette marge supplémentaire de 30 % permet à l'outil de suivre un chemin d'interpolation circulaire, maintenant une charge de copeaux constante et permettant des vitesses d'avance plus élevées. En permettant à l'outil de "tourner" au coin sans s'arrêter momentanément, le risque de séjour—qui provoque une accumulation de chaleur localisée et un durcissement des travaux dans certains alliages—est pratiquement éliminé.
Analyse quantitative de la déviation des outils
La physique de la déformation des outils est régie par le modèle de la poutre en porte-à-faux. La déformation ($\delta$La forme d'un outil de fraisage peut être approximée par la formule :
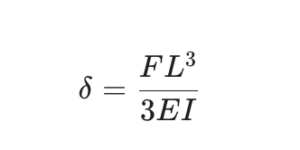
where F est la force de coupe L la longueur de la surplomb de l'outil, E est le module d'élasticité du matériau de l'outil (typiquement du carbure de tungstène), et I is the area moment of inertia. Because L est cubé, même une légère augmentation de la profondeur d'une cavité nécessitant un outil à long reach entraîne une augmentation exponentielle de la déflexion.
Lorsque le rapport entre la profondeur de la cavité et le rayon de coin dépasse 3:1, l'outil devient significativement moins rigide. Dans des cas extrêmes, comme le rapport de 19:1 identifié dans des études de cas de cavités ultra-profondes, des coupeurs à insert prolongé ant vibrations spécialisés doivent être utilisés, ce qui ajoute un temps machine considérable et des coûts d'outillage spécialisé au projet.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Bas |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Bas |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Modéré |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Solutions Pratiques : Découpes en T et Découpes en Os de Chien
Si un design nécessite qu'un composant carré s'insère dans une poche fraisée, la solution la plus économique n'est pas de minimiser le rayon, mais d'utiliser des retraits. Les chanfreins en T ou en forme d'os de chien prolongent la forme du coin au-delà de la zone fonctionnelle, permettant à l'outil rond de dégager complètement le coin. Cela garantit qu'une pièce de montage à bords droits peut s'ajuster parfaitement contre les parois de la poche sans nécessiter d'opérations secondaires coûteuses.
Optimiser l'épaisseur des murs pour la stabilité du matériau
Les alliages d'aluminium, en particulier les grades courants Al6061 et Al7075, sont sujets à la déformation lors de l'usinage en raison de la libération de contraintes résiduelles internes et des températures élevées générées à l'interface de coupe. Dans le contexte de la réduction des coûts d'usinage, le maintien d'une épaisseur de paroi adéquate est essentiel pour prévenir les vibrations des pièces (vibrations de coupure) et les déformations.
Directives de l'épaisseur minimale pour l'Al6061 et l'Al7075
Bien que des murs fins puissent être obtenus grâce à un "fraisage miroir" spécialisé ou à l'utilisation de matériaux de support sacrificiels, ces techniques ajoutent un temps de travail et de préparation considérable. Pour des conceptions prêtes à la production, les normes d'épaisseur suivantes s'appliquent :
- Aluminium 6061-T6: Une épaisseur de paroi minimale de 1,5 mm est recommandée pour les applications générales. Bien que 0,8 mm soit techniquement réalisable pour des sections petites et non structurelles, cela nécessite souvent des vitesses d'alimentation plus lentes pour éviter que l'outil ne pousse le matériau plutôt que de le couper.
- Aluminium 7075-T6: En raison de sa résistance et de sa dureté supérieures, le 7075 peut théoriquement supporter des sections légèrement plus fines, mais il est également plus susceptible de se déformer sous contrainte. Maintenir une épaisseur minimale de 2,0 mm pour les plus grandes pièces en 7075 est une base plus sûre pour garantir la stabilité dimensionnelle.
Ratios d'aspect et rigidité structurelle
Le rapport hauteur-épaisseur est l'indicateur principal de la stabilité des murs. Un rapport inférieur à 10:1 est généralement considéré comme stable pour l'usinage CNC. Si un mur dépasse ce rapport, la fréquence de l'outil peut se synchroniser avec la fréquence de résonance de la section mince, ce qui peut entraîner de graves marques de vibration qui ne peuvent pas être enlevées par des passes de finition.
Pour les sections longues et fines (de plus de 100 mm de longueur), le risque de déformation est élevé. Dans ces cas, il est nécessaire d'augmenter l'épaisseur minimale des parois à 3,0 mm ou d'ajouter des nervures structurelles tous les 50 mm pour maintenir la planéité.
| Qualité du matériau | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Gestion du stress et gestion thermique
La conductivité thermique élevée de l'aluminium$\approx 205 \text{ W/m}\cdot\text{K}$) signifie que la chaleur générée par le processus d'usinage se propage rapidement dans toute la pièce. Dans les éléments à parois minces, cette chaleur peut provoquer une expansion thermique pendant la coupe, suivie d'une contraction inégale à mesure que la pièce refroidit, entraînant une géométrie finale déformée.
Pour minimiser ces effets, les ingénieurs devraient spécifier des matériaux déstressés, comme le 6061-T651, qui subissent un processus d'étirement contrôlé après le traitement thermique pour neutraliser les contraintes internes. Bien que ce matériau puisse avoir une prime de prix de 15 à 20 %, la réduction des taux de rebuts et l'élimination des opérations de « aplanissement » entraînent généralement un coût total des pièces inférieur.
Limiter la profondeur du filetage pour éviter les échecs de perçage.
Dans le fraisage CNC en aluminium sur mesure, le filetage est souvent l'opération la plus à risque. Les tarauds sont des outils délicats, et la nature « collante » de l'aluminium entraîne le soudage et l'accumulation de copeaux, qui sont les principales causes de rupture des tarauds dans les trous borgnes.
La mécanique de l'engagement des filets
Une idée reçue courante est que des filets plus profonds offrent une plus grande résistance. En réalité, les trois premiers filets d'un élément de fixation supportent environ 75 % de la charge totale. Étendre la profondeur de filetage au-delà de 2 fois le diamètre nominal.$2D$) offre un avantage mécanique négligeable tout en augmentant considérablement la probabilité de défaillance de l'outil.
Pour l'aluminium, le rapport optimal entre la profondeur de filetage et le diamètre est de 1,5 à 2. Usiner un filet à 3x ou 4x le diamètre nécessite des tarauds à filets hélicoïdaux spécialisés pour extraire les copeaux du trou, ou des opérations de fraisage de filet qui sont significativement plus lentes et plus coûteuses que le taraudage traditionnel.
Préparation et Dégagement Efficaces des Trous
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Pour les trous borgnes, il est essentiel de prévoir un dépassement adéquat entre l'extrémité du filetage et le fond du trou pilote.
- Drill Depth Clearance: Le trou pilote doit être d'au moins 1,5 à 2 fois la profondeur de filetage requise, plus profond que la profondeur de filetage complète nécessaire. Cet espace permet aux chips de s'accumuler sans être comprimés contre le fond du trou, ce qui provoque des pics de couple qui peuvent casser le taraud.
- Form Tapping: Pour les alliages d'aluminium ductiles comme le 6061, les tarauds à fileter (rouleaux) sont fortement recommandés. Ces outils déplacent le matériau dans le profil de filetage plutôt que de le couper, produisant ainsi zéro copeaux et éliminant ainsi le risque d'accumulation de copeaux.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Évitez les tolérances strictes inutiles et les goulets d'étranglement en métrologie.
Des tolérances serrées sont souvent appliquées comme un « facteur de sécurité » par les concepteurs, mais dans l'usinage CNC de l'aluminium sur mesure, elles représentent le principal facteur de coût inutile. Chaque micron de tolérance resserrée en dessous de ±0,05 mm augmente de manière exponentielle l'effort de fabrication, le temps d'inspection et le risque de rebut.
Le Coût de la Précision
Une fraiseuse CNC standard à 3 axes, avec un entretien approprié et un contrôle thermique, peut régulièrement atteindre des tolérances de ±0,05 mm sans pénalités de coût significatives. Cependant, resserrer cette exigence à ±0,005 mm peut doubler ou tripler le coût d'usinage. Cette augmentation est motivée par :
- Slower Feed Rates: Les passes de finition doivent être réalisées avec des profondeurs de coupe extrêmement légères et des vitesses lentes pour maintenir la précision dimensionnelle et la qualité de surface.
- Increased Tool Changes: Les outils doivent être remplacés plus fréquemment pour tenir compte même d'une usure mineure qui serait acceptable avec des tolérances plus lâches.
- Thermal Drift: Parce que l'aluminium a un coefficient de dilatation thermique élevé, le maintien d'une tolérance de ±0,005 mm nécessite souvent des environnements d'usinage climatisés et des systèmes de sondage en cours de processus.
La normalisation avec l'ISO 2768
La manière la plus efficace de communiquer les exigences de précision tout en maîtrisant les coûts est d'utiliser des normes de tolérance générales. L'ISO 2768 fournit un cadre pour les dimensions linéaires et angulaires, permettant aux concepteurs de spécifier une classe de tolérance globale pour les caractéristiques non critiques tout en réservant des tolérances strictes pour les interfaces fonctionnelles.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Précision | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Haute Précision | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Croissance de l'anodisation et changements dimensionnels
Les pièces en aluminium sont souvent anodisées pour leur résistance à la corrosion ou pour des raisons esthétiques. Il est courant de commettre l'erreur de spécifier des tolérances strictes sans tenir compte de l'épaisseur ajoutée par le processus d'anodisation.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
Le facteur critique est que la couche d'oxyde se développe à la fois vers l'intérieur et vers l'extérieur. En général, 50 % de l'épaisseur du revêtement représente une « croissance » au-dessus de la surface d'origine. Pour un alésage de précision destiné à un ajustement de roulement, le diamètre pré-usiné doit être ajusté pour tenir compte de cette dilatation. Ne pas le faire entraîne des pièces « surdimensionnées » coûteuses qui doivent être décapées et replaquées, ou entièrement mises au rebut.
Minimiser les réglages de machines grâce à une orientation stratégique des pièces.
Le coût d'une pièce CNC est largement déterminé par le temps "de sol à sol", qui inclut le temps passé pour la configuration de la machine et le repositionnement de la pièce. Chaque fois qu'un machiniste doit toucher la pièce pour la retourner ou la déplacer vers un nouveau dispositif, le coût de la main-d'œuvre augmente et le risque d'erreurs d'alignement (décalage de référence) s'accroît.
Conception pour un accès en configuration unique
Le fraisage CNC en aluminium personnalisé le plus efficace implique des pièces pouvant être usinées à partir d'une seule orientation. Des caractéristiques telles que des trous, des fentes ou des poches situées sur plusieurs faces d'un cube nécessitent plusieurs configurations.
- Feature Consolidation: Si une pièce nécessite des trous sur quatre côtés, évaluez si le design peut être modifié pour placer ces trous sur une seule face, ou si des trous traversants peuvent être utilisés pour atteindre les deux côtés dans une seule direction.
- Tool Access Clearance: Les concepteurs doivent s'assurer que le support d'outil ne va pas entrer en collision avec la géométrie de la pièce. Une règle de base est de maintenir un espace de dégagement d'au moins 6 mm autour de toute caractéristique profonde afin de permettre l'accès aux outils standards.
Le Rôle de l'Usinage 5 Axes
Bien que les machines CNC à 5 axes aient des tarifs horaires plus élevés—souvent compris entre 100 et 200 $ de l'heure, contre 40 à 70 $ pour les fraiseuses à 3 axes—elles peuvent réduire considérablement le coût total pour des pièces complexes. En permettant à l'outil d'accéder à plusieurs faces lors d'une seule configuration, l'usinage 5 axes élimine le travail de repositionnement et réduit le besoin de plusieurs dispositifs coûteux.
Cependant, la simplification du design devrait toujours être la première priorité. Une pièce qui peut être fabriquée en deux configurations sur une machine à 3 axes sera presque toujours moins chère qu'une pièce complexe nécessitant un mouvement simultané à 5 axes.
Stratégies de maintien de la pièce et de "cadre photo"
Concevoir en tenant compte du maintien des pièces est essentiel pour réduire les coûts. Les pièces sans surfaces planes et parallèles sont difficiles à fixer dans un étau standard, nécessitant la création de "mâchoires douces" sur mesure.
Une stratégie plus efficace pour les pièces fines ou complexes est l'usinage en "cadre photo". La pièce est conçue avec un périmètre de matériau sacrificiel qui est maintenu par le mors de la presse ou fixé à une sous-plaque. Toutes les caractéristiques critiques sont usinées à l'intérieur de ce cadre, et le cadre est retiré lors d'une opération finale et simple. Cette approche offre une rigidité maximale et empêche les forces de serrage de déformer les sections à paroi mince de la pièce en aluminium.
Conclusion
Maximiser l'efficacité de l'usinage CNC en aluminium sur mesure nécessite une compréhension pragmatique de la relation entre la géométrie, le comportement des matériaux et la cinématique des machines. En standardisant les rayons internes à 130 % du rayon de l'outil et en maintenant un rapport profondeur/diamètre de 3:1, les ingénieurs peuvent efficacement éliminer les risques de déviation de l'outil et les cycles de machine excessifs. De plus, en optimisant l'épaisseur des parois à un minimum de production de 1,5 mm et en limitant les profondeurs de filetage à 2 fois le diamètre, on réduit considérablement le risque de déformation structurelle et d'échec catastrophique de la filière.
Peut-être le plus important, l'utilisation stratégique de tolérances standard telles que l'ISO 2768 et la minimisation des réglages de machine grâce à une orientation intelligente des pièces sont les voies les plus directes pour réduire les coûts d'usinage. Chez JXD Machining, notre objectif est de fournir transparence et expertise technique pour aider nos clients à combler le fossé entre design complexe et production économique. Nous vous encourageons à envoyer vos fichiers CAO 3D pour un examen complet DFM (Design for Manufacturing) et un devis afin d'identifier les opportunités potentielles d'économies avant le début de la production.