


Özel alüminyum CNC frezeleme ekonomisi, çıkarıcı üretimin fiziksel kısıtlamaları ve makine aletinin kinematik sınırlamaları ile belirlenir. Yüksek hassasiyet gerektiren sektörlerdeki tedarik yöneticileri ve makine mühendisleri için, maliyet etkin bir bileşen ile bütçesini aşan bir proje arasındaki fark genellikle 3D CAD modelinin inceliklerinde yatmaktadır. JXD Machining'de, binlerce projenin analizi, erken prototipleme aşamalarında yapılan tasarım seçimlerinin nihai üretim maliyetleri üzerinde birikimli bir etki yarattığını göstermektedir. Bu rapor, özel alüminyum parçaları üretilebilirlik açısından optimize etmek için makine süresinin azaltılması, alet aşınmasının hafifletilmesi ve yüksek riskli operasyonların ortadan kaldırılması üzerine odaklanan beş spesifik mühendislik stratejisini detaylandırmaktadır.
İç Yarıçapları Standartlaştırın ve Alet Sapmasını Azaltın
Kesici aletin geometrisi, herhangi bir frezeleme işleminde birincil kısıtlamadır. Uç frezeler silindirik şekildedir ve merkezi bir eksen etrafında dönerler, bu nedenle keskin 90 derecelik iç köşeler üretemezler. Bir tasarım keskin iç köşeleri belirttiğinde, bu, makinistin standart frezelemeyi bırakıp Elektrik Deşarj İşleme (EDM) veya broşlama aletleriyle manuel kareleme gibi özel ve yüksek maliyetli süreçlere yönelmesine neden olur.
"130% Çizgi Kuralının Teknik Mantığı"
Tasarımda sıkça yapılan bir hata, bir iç yarıçapın standart bir kesme aletinin yarıçapıyla tam olarak eşleşmesini belirtmektir. Örneğin, 10mm çapındaki bir alet ile kesilecek 5mm yarıçaplı bir köşe tasarlamak, aletin 180 derecelik bir yay boyunca etkileşimde bulunacağı bir durum yaratır. Bu, kesme kuvvetlerinde ani bir artışa yol açar ve bu da önemli titreşimlere, kötü yüzey kalitesine ve hızlanan alet aşınmasına neden olur.
Optimized özel alüminyum CNC frezeleme için endüstri standardı, kesme aletinin çapının en az 0'u kadar bir iç yarıçap belirtmektir. Bu ek marj, aracın dairesel interpolasyon yolunu takip etmesine olanak tanır, sabit bir talaş kalınlığını korur ve daha yüksek ilerleme hızlarını mümkün kılar. Aracın köşeyi "dönmesine" izin vererek anlık bir duraksama olmadan, bazı alaşımlarda yerel ısı birikimine ve iş sertleşmesine neden olan bekleme riski neredeyse ortadan kaldırılmıştır.
Araç Sapma Analizinin Nicel Analizi
Alet sapmasının fiziği, kafes kiriş modeli tarafından yönetilmektedir. Sapma ($\delta$Bir freze ucu (end mill) çapı şu formülle yaklaşık olarak hesaplanabilir:
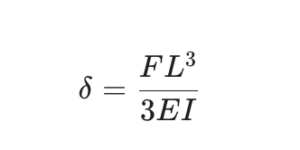
where F kesme kuvvetidir. L "aletin sarkma uzunluğudur," E Malzeme modülü, alet malzemesinin (genellikle tungsten karbür) elastik modülüdür ve I is the area moment of inertia. Because L Küp haline getirildiğinde, derinliği artıran küçük bir artış bile, uzun erişimli bir alet gerektiren bir boşluğun eğilmesinde üssel bir artışa neden olur.
Kavite derinliği ile köşe yarıçapı oranı 3:1'i aştığında, alet önemli ölçüde daha az rijit hale gelir. Aşırı durumlarda, ultra derin boşluk vaka çalışmalarında tespit edilen 19:1 oranı gibi, özel titreşim önleyici uzun uç kesicilerin kullanılması gerekmektedir. Bu, projeye önemli ölçüde makine süresi ve özel alet maliyetleri eklemektedir.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Düşük |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Düşük |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Moderate |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Pratik Çözümler: T-Bone ve Dog-Bone Kesimleri
Eğer bir tasarımın frezelenmiş bir yuvaya oturacak kare bir bileşene ihtiyacı varsa, en maliyet etkin çözüm, yarıçapı en aza indirmek değil, alt kesimler kullanmaktır. T-bone veya dog-bone kesimleri köşenin şeklini fonksiyonel alanın ötesine uzatarak, yuvarlak aletin köşeyi tamamen temizlemesine olanak tanır. Bu, kare kenarlı bir eşleşme parçasının, pahalı ikincil işlemlere gerek kalmadan, cep duvarlarına tam oturmasını sağlar.
Malzeme Stabilitesi için Duvar Kalınlığını Optimize Et
Alüminyum alaşımları, özellikle yaygın Al6061 ve Al7075 sınıfları, işleme sırasında iç gerilme kalıntılarının serbest kalması ve kesim arayüzünde oluşan yüksek sıcaklıklar nedeniyle deformasyona eğilimlidir. İşleme maliyetlerini azaltma bağlamında, yeterli duvar kalınlığını korumak, parça titreşimini (sarsıntı) ve eğilmeyi önlemek için kritik öneme sahiptir.
Al6061 ve Al7075 için Minimum Kalınlık Kılavuzları
İnce duvarlar, özel "ayna frezeleme" veya fedakâr destek malzemesi kullanımıyla elde edilebilir; ancak bu teknikler önemli ölçüde iş gücü ve kurulum süresi ekler. Üretime hazır tasarımlar için aşağıdaki kalınlık standartları geçerlidir:
- Alüminyum 6061-T6: Genel uygulamalar için minimum duvar kalınlığı olarak 1.5 mm önerilmektedir. 0.8 mm, teknik olarak küçük, yapısal olmayan parçalar için uygulanabilir olsa da, genellikle kesme yerine malzemeyi itmemesi için daha yavaş besleme hızları gerektirir.
- Alüminyum 7075-T6: Daha yüksek dayanıklılığı ve sertliği nedeniyle, 7075 teorik olarak biraz daha ince kesitleri destekleyebilir, ancak stres kaynaklı deformasyona da daha yatkındır. Daha büyük 7075 parçaları için 2.0 mm'lik bir minimumun korunması, boyutsal stabiliteyi sağlamak için daha güvenli bir temel oluşturur.
"Aspet Oranları ve Yapısal Sertlik"
Yükseklik-kalınlık oranı, duvar stabilitesinin birincil göstergesidir. CNC işleme için 10:1'in altında bir oran genellikle istikrarlı olarak kabul edilir. Eğer bir duvar bu oranı aşarsa, aletin frekansı ince kesimin rezonans frekansıyla senkronize olabilir ve bu da düzeltme geçişleriyle giderilemeyen ciddi titreşim izlerine yol açabilir.
Uzun, ince kesitler (100 mm’den uzun) için eğilme riski yüksektir. Bu durumlarda, düzlüğü korumak için minimum duvar kalınlığının 3.0 mm’ye çıkarılması veya her 50 mm’de yapısal kenarların eklenmesi gereklidir.
| Malzeme Grubu | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Stres Giderme ve Termal Yönetim
Alüminyumun yüksek termal iletkenliği$\approx 205 \text{ W/m}\cdot\text{K}$) demek, frezeleme işlemi sırasında ısının parçanın her yerine hızla yayıldığı anlamına gelir. İnce duvarlı elemanlarda, bu ısı kesim sırasında termal genleşmeye neden olabilir ve parçanın soğuması sırasında düzensiz bir büzülme meydana getirerek eğilmiş bir son geometrinin oluşmasına yol açar.
Bu etkileri en aza indirmek için mühendisler, ısıtma işleminden sonra iç stresleri nötralize etmek için kontrollü bir germe işlemine tabi tutulan 6061-T651 gibi stres giderilmiş malzemeleri belirtmelidir. Bu malzeme -20 fiyat primine sahip olsa da, hurda oranlarındaki azalma ve "düzleştirme" işlemlerinin ortadan kaldırılması genellikle toplam parça maliyetinin daha düşük olmasını sağlar.
"Tap Hatasını Önlemek için İplik Derinliğini Sınırlandır"
Özel alüminyum CNC frezede, diş açma genellikle en yüksek riskli operasyondur. Tapalar hassas aletlerdir ve alüminyumun "yapışkan" doğası, çip kaynaklanmasına ve birikmesine yol açar. Bu durum, kör deliklerde tapaların kırılmasının başlıca sebeplerindendir.
"Di̇şli̇ Bağlantı Mekaniği"
Yaygın bir yanlış anlama, daha derin dişlerin daha fazla güç sağladığıdır. Gerçekte, bir bağlantı elemanının ilk üç dişi toplam yükün yaklaşık 'ini taşır. Nominal çapın 2 katından daha fazla vida derinliği uzatmak$2D$) mekanik fayda sağlarken, alet arızası olasılığını önemli ölçüde artırmaktadır.
Alüminyum için, ideal diş derinliği-çap oranı 1,5x ile 2x arasındadır. 3x veya 4x çapında bir diş işlemek, delikten talaşları çekmek için özel spiral kanallı tapalara ihtiyaç duyar veya geleneksel diş açma işlemlerine göre önemli ölçüde daha yavaş ve daha pahalı olan diş frezeleme işlemleri gerektirir.
Etkili Delik Hazırlığı ve Boşaltma
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Kör delikler için, dişin ucu ile pilot deliğin tabanı arasında yeterli boşluk sağlamak önemlidir.
- Drill Depth Clearance: Pilot deliği, gerekli tam diş derinliğinden en az 1.5 ila 2 kat daha derin olmalıdır. Bu alan, parçaların delik dibine sıkışmadan birikmesi için bir rezervuar sağlar; bu durum, tapayı kıran tork zirvelerine neden olur.
- Form Tapping: 6061 gibi süneklik gösteren alüminyum alaşımları için diş oluşturan (rulman) matkapların kullanılması şiddetle önerilir. Bu araçlar malzemeyi kesmek yerine iplik profilinin içine kaydırarak sıfır talaş üretir ve böylece talaş birikimi riskini ortadan kaldırır.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Gereksiz Sıkı Toleranslardan ve Metrology Dar Boğazlarından Kaçının
Sıkı toleranslar genellikle tasarımcılar tarafından bir "güvenlik faktörü" olarak uygulanır, ancak özel alüminyum CNC frezelemede, gereksiz maliyetin en büyük tek kaynağını temsil eder. ±0.05 mm’nin altındaki her mikron tolerans sıkılaştırması, üretim çabasını, kontrol süresini ve atık riskini üstel olarak artırır.
"Kesinliğin Maliyeti"
Standart bir 3 eksenli CNC freze, uygun bakım ve termal kontrol ile rutin olarak ±0.05 mm toleranslara ulaşabilir ve bu durum önemli maliyet artışlarına neden olmaz. Ancak, bu gereksinimin ±0.005 mm'ye sıkılaştırılması, işleme maliyetini iki katına veya üç katına çıkarabilir. Bu artışın nedeni:
- Slower Feed Rates: Tamamlayıcı geçişler, boyutsal doğruluğu ve yüzey finisajını korumak için son derece hafif kesme derinlikleri ve yavaş hızlarla yapılmalıdır.
- Increased Tool Changes: Aletler, daha gevşek toleransların kabul edilebilir olacağı hafif aşınmaları dikkate almak için daha sık değiştirilmelidir.
- Thermal Drift: Alüminyumun yüksek termal genleşme katsayısına sahip olması nedeniyle, ±0.005 mm toleransını korumak genellikle iklim kontrollü işleme ortamları ve süreç içi prob sistemleri gerektirir.
ISO 2768 ile Standartlaştırma
Hassasiyet gereksinimlerini iletmenin ve maliyetleri kontrol etmenin en etkili yolu genel tolerans standartlarını kullanmaktır. ISO 2768, lineer ve açısal boyutlar için bir çerçeve sağlar ve tasarımcıların kritik olmayan özellikler için küresel bir tolerans sınıfı belirtmesine olanak tanırken, işlevsel arayüzler için sıkı toleransları ayırmalarını sağlar.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Hassasiyet | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Yüksek Hassasiyet | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Anodik Oksidasyon Büyümesi ve Boyutsal Değişimler
Alüminyum parçalar genellikle korozyon direnci veya estetik için anodize edilir. Anodizasyon işleminden kaynaklanan kalınlığı hesaba katmadan sıkı toleranslar belirtmek yaygın bir hatadır.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
Kritik faktör, oksit tabakasının hem içe hem de dışa doğru büyümesidir. Genel olarak, kaplama kalınlığının 'si orijinal yüzeyin üzerinde "büyümeyi" temsil eder. Bir yatak montajı için tasarlanmış hassas bir delik için, ön işlenmiş çapın bu büyümeyi hesaba katacak şekilde ayarlanması gerekmektedir. Bunu yapmamak, işlenip yeniden kaplanması veya tamamen atılması gereken pahalı "büyük" parçalarla sonuçlanır.
Makine Kurulumunu Stratejik Parça Yönlendirmesi ile Minimize Etme
CNC parçasının maliyeti büyük ölçüde "kat arası" süre ile belirlenir; bu süre, makine kurulumu ve parça yeniden konumlandırma için harcanan zamanı içerir. Her seferinde bir makinistin parçayı çevirmek veya yeni bir fikstüre taşımak için parçaya dokunması gerektiğinde, işçilik maliyeti artar ve hizalama hatası (datum kayması) riski yükselir.
Tek Kurulum Erişimi için Tasarım
En verimli özel alüminyum CNC frezeleme, tek bir yönden işlenebilen parçaları içerir. Küpün birden fazla yüzeyinde bulunan delikler, yarıklar veya cepler gibi özellikler, birden fazla kurulum gerektirir.
- Feature Consolidation: Eğer bir parçanın dört tarafında delikler gerekiyorsa, tasarımın bu delikleri tek bir yüzeye yerleştirecek şekilde değiştirilip değiştirilemeyeceğini veya her iki tarafa bir yönden ulaşmak için deliklerin kullanılabilir olup olmadığını değerlendirin.
- Tool Access Clearance: Tasarımcılar, alet tutucunun parça geometrisiyle çarpışmayacağından emin olmalıdır. Genel bir kural olarak, standart alet erişimini sağlamak için derin özelliklerin etrafında en az 6 mm boşluk bırakılmalıdır.
5 Eksenli İşlemenin Rolü
5 eksenli CNC makineleri, genellikle 3 eksenli frezelerin saatlik ücretleri olan 40 ila 70 doların aksine, saatlik 100 ila 200 dolar arasında değişen daha yüksek saatlik ücretlere sahip olsa da, karmaşık parçalar için toplam maliyeti önemli ölçüde azaltabilirler. Aracın tek bir kurulumda birden fazla yüze erişmesine izin vererek, 5 eksenli işleme yeniden konumlandırma iş gücünü ortadan kaldırır ve birden fazla pahalı fixture ihtiyacını azaltır.
Ancak, tasarım basitleştirmesi her zaman ilk öncelik olmalıdır. Üç eksenli bir makinede iki kurulumda yapılabilen bir parça, neredeyse her zaman eşzamanlı 5 eksenli hareket gerektiren karmaşık bir parçadan daha ucuz olacaktır.
"Parça Tutma ve 'Resim Çerçevesi' Stratejileri"
Çalışma tutucuları dikkate alınarak tasarım yapmak, maliyet azaltımı için esastır. Düz, paralel yüzeyleri olmayan parçaların standart bir mengenede güvenli bir şekilde tutulması zordur, bu da özel "yumuşak çeneler" oluşturulmasını gerektirir.
İnce veya karmaşık parçalar için daha etkili bir strateji "resim çerçevesi" işleme yöntemidir. Parça, mengene tarafından kavranan veya alt plaka üzerine vidalanan bir fedakarlık malzemesi perimetresi ile tasarlanmıştır. Tüm kritik özellikler bu çerçevenin içinde işlenmiştir ve çerçeve son, basit bir işlemle çıkarılmaktadır. Bu yaklaşım, maksimum rijitlik sağlar ve sıkıştırma kuvvetlerinin alüminyum parçanın ince duvarlı kısımlarını deforme etmesini engeller.
Sonuç
Özel alüminyum CNC frezelerinin verimliliğini maksimize etmek, geometri, malzeme davranışı ve makine kinematiği arasındaki ilişkiyi pratik bir şekilde anlamayı gerektirir. İç yarı çapları alet yarıçapının 0'u olacak şekilde standartlaştırarak ve derinlik-yarıçap oranını 3:1 olarak koruyarak, mühendisler alet sapma risklerini ve aşırı makine döngülerini etkili bir şekilde ortadan kaldırabilirler. Ayrıca, duvar kalınlığını 1.5 mm'lik bir üretim minimumuna optimize etmek ve diş derinliklerini çapın 2 katı ile sınırlamak, yapısal deforme ve felaket seviyesindeki diş açma arızası riskini önemli ölçüde azaltır.
Belki de en önemlisi, ISO 2768 gibi standart toleransların stratejik kullanımı ve akıllı parça yönlendirmesi ile makine kurulumlarının minimize edilmesi, işleme maliyetlerini düşürmenin en doğrudan yollarıdır. JXD Machining'de amacımız, müşterilerimizin karmaşık tasarım ile ekonomik üretim arasındaki boşluğu kapatmalarına yardımcı olmak için şeffaflık ve teknik uzmanlık sağlamaktır. Üretim başlamadan önce potansiyel maliyet tasarrufu fırsatlarını belirlemek için kapsamlı bir DFM (Üretim İçin Tasarım) incelemesi ve teklif almak üzere 3D CAD dosyalarınızı göndermenizi teşvik ediyoruz.