


A economia da fresagem CNC de alumínio personalizado é ditada pelas restrições físicas da manufatura subtrativa e pelas limitações cinemáticas da máquina-ferramenta. Para os gestores de compras e engenheiros mecânicos em setores de alta precisão, a diferença entre um componente rentável e um projeto que ultrapassa o seu orçamento muitas vezes reside nas nuances do modelo 3D CAD. Na JXD Machining, a análise de milhares de projetos indica que as escolhas de design feitas durante as fases iniciais de prototipagem têm um efeito acumulativo nos custos de produção finais. Este relatório detalha cinco estratégias específicas de engenharia para otimizar peças de alumínio personalizadas para a fabricabilidade, focando na redução do tempo de máquina, na mitigação do desgaste das ferramentas e na eliminação de operações de alto risco.
Estandardizar Raios Internos e Mitigar a Deflexão da Ferramenta
A geometria da ferramenta de corte é a principal restrição em qualquer operação de fresagem. Como as fresas de extremidade são cilíndricas e giram em torno de um eixo central, não são capazes de produzir cantos internos agudos de 90 graus. Quando um design especifica cantos internos agudos, isso obriga o maquinista a afastar-se do fresamento padrão e a optar por processos especializados e de alto custo, como a Maquinagem por Descarga Elétrica (EDM) ou o esquadrejamento manual com ferramentas de brochar.
A Lógica Técnica da Regra do Raio de 130%
Um erro frequente no design é especificar um raio interno que corresponda exatamente ao raio de uma ferramenta de corte padrão. Por exemplo, projetar um canto com um raio de 5 mm para ser cortado com uma ferramenta de 10 mm de diâmetro cria uma condição em que a ferramenta está em contato ao longo de um arco de 180 graus. Isto leva a um aumento repentino nas forças de corte, resultando em vibrações significativas, mau acabamento superficial e desgaste acelerado da ferramenta.
O padrão da indústria para fresagem CNC de alumínio personalizada otimizada é especificar um raio interno que seja pelo menos 130% do raio da ferramenta de corte. Esta margem adicional de 30% permite que a ferramenta siga um caminho de interpolação circular, mantendo uma carga de cavaco consistente e permitindo taxas de avanço mais elevadas. Ao permitir que a ferramenta "vire" a esquina sem parar momentaneamente, o risco de permanecer em um ponto — que causa acumulação de calor localizada e endurecimento do trabalho em algumas ligas — é praticamente eliminado.
Análise Quantitativa da Deflexão de Ferramentas
A física da deflexão das ferramentas é governada pelo modelo de viga em balanço. A deflexão ($\delta$A forma de um fresador de extremidade pode ser aproximada pela fórmula:
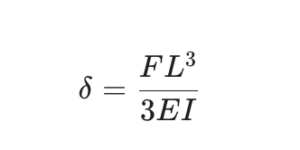
where F A força de corte é, L é o comprimento da saliência da ferramenta, E é o módulo de elasticidade do material da ferramenta (tipicamente carboneto de tungsténio), e I is the area moment of inertia. Because L está elevado ao cubo, até mesmo um pequeno aumento na profundidade de uma cavidade que requer uma ferramenta de longo alcance resulta em um aumento exponencial na deflexão.
Quando a relação entre a profundidade da cavidade e o raio do canto excede 3:1, a ferramenta torna-se significativamente menos rígida. Em casos extremos, como a relação de 19:1 identificada em estudos de caso de cavidades ultra-profundas, devem ser utilizados cortadores de inserção prolongada especializados em anti-vibração, o que acrescenta considerável tempo de máquina e custos com ferramentas especializadas ao projeto.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Baixo |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Baixo |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Moderado |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Soluções Práticas: Cortes T-Bone e Dog-Bone
Se um design requer um componente quadrado para encaixar num bolso fresado, a solução mais económica não é minimizar o raio, mas sim utilizar reentrâncias. Os cortes em T-bone ou dog-bone prolongam a forma do canto além da área funcional, permitindo que a ferramenta redonda limpe completamente o canto. Isto garante que uma peça de encaixe com bordas quadradas possa assentar de forma nivelada contra as paredes do bolso, sem a necessidade de operações secundárias dispendiosas.
Otimizar a Espessura das Paredes para a Estabilidade do Material
As ligas de alumínio, particularmente as comuns Al6061 e Al7075, são suscetíveis a deformações durante o maquinado devido à libertação de tensões residuais internas e às altas temperaturas geradas na interface de corte. No contexto da redução de custos de usinagem, manter uma espessura de parede adequada é fundamental para prevenir a vibração das peças (chatter) e a deformação.
Diretrizes de Espessura Mínima para Al6061 e Al7075
Embora paredes finas possam ser obtidas através de "fresagem de espelho" especializada ou pela utilização de material de suporte sacrificial, estas técnicas acrescentam um tempo substancial de trabalho e preparação. Para designs prontos para produção, aplicam-se os seguintes padrões de espessura:
- Alumínio 6061-T6: Uma espessura mínima de parede de 1,5 mm é recomendada para aplicações gerais. Embora 0,8 mm seja tecnicamente viável para pequenas secções não estruturais, muitas vezes requer taxas de avanço mais lentas para evitar que a ferramenta empurre o material em vez de cortá-lo.
- Alumínio 7075-T6: Devido à sua maior resistência e dureza, o 7075 pode teoricamente suportar seções ligeiramente mais finas, mas também é mais suscetível a deformações induzidas por stress. Manter um mínimo de 2,0 mm para peças maiores em 7075 é uma base mais segura para garantir a estabilidade dimensional.
Relações de Aspeto e Rigidez Estrutural
A relação altura-espessura é o principal indicador da estabilidade da parede. Uma relação abaixo de 10:1 é geralmente considerada estável para a usinagem CNC. Se uma parede exceder esta proporção, a frequência da ferramenta pode sincronizar-se com a frequência de ressonância da secção fina, levando a marcas de vibração severas que não podem ser removidas por passes de acabamento.
Para secções longas e finas (com mais de 100 mm de comprimento), o risco de curvatura é elevado. Nestes casos, é necessário aumentar a espessura mínima da parede para 3,0 mm ou adicionar nervuras estruturais a cada 50 mm para manter a planicidade.
| Grau de Material | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Alívio do Stress e Gestão Térmica
A elevada condutividade térmica do alumínio$\approx 205 \text{ W/m}\cdot\text{K}$) significa que o calor do processo de fresagem se espalha rapidamente por toda a peça. Em elementos de paredes finas, este calor pode causar expansão térmica durante o corte, seguida de uma contração desigual à medida que a peça arrefece, resultando numa geometria final deformada.
Para minimizar estes efeitos, os engenheiros devem especificar material aliviado de tensões, como o 6061-T651, que passa por um processo de alongamento controlado após o tratamento térmico para neutralizar as tensões internas. Embora este material possa ter um prémio de preço de 15-20%, a redução nas taxas de desperdício e a eliminação das operações de "achatamento" costumam resultar em um custo total de peça mais baixo.
Limitar a Profundidade da Rosca para Prevenir Falhas na Furação
Na fresagem CNC de alumínio personalizada, a rosca é frequentemente a operação de maior risco. As brocas são ferramentas delicadas, e a natureza "gummy" do alumínio leva à soldagem e acumulação de lascas, que são as principais causas de quebra das brocas em furos cegos.
A Mecânica do Envolvimento de Roscas
Uma concepção errada comum é que roscas mais profundas proporcionam maior resistência. Na realidade, os primeiros três fios de um fixador suportam aproximadamente 75% da carga total. "Extender a profundidade da rosca além de 2 vezes o diâmetro nominal"$2D$) proporciona um benefício mecânico negligenciável enquanto aumenta significativamente a probabilidade de falha da ferramenta.
Para o alumínio, a relação ideal entre a profundidade da rosca e o diâmetro é de 1,5x a 2x. A usinagem de uma rosca com um diâmetro 3x ou 4x requer machos de rosca com asterisco espiralizados especializados para puxar as aparas para fora do furo, ou operações de fresagem de rosca, que são significativamente mais lentas e mais caras do que a furação tradicional.
Preparação e Limpeza Eficazes de Furos
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Para furos cegos, é essencial garantir um espaço adequado entre o fim da rosca e o fundo do furo piloto.
- Drill Depth Clearance: O furo piloto deve ter pelo menos 1,5 a 2 vezes a profundidade do passo da rosca a mais do que a profundidade total da rosca requerida. Este espaço proporciona um reservatório para que os chips se acumulem sem serem comprimidos contra o fundo do buraco, o que provoca picos de torque que podem quebrar a broca.
- Form Tapping: Para ligas de alumínio dúctil como a 6061, recomenda-se fortemente o uso de brocas de rosca (roladas). Estas ferramentas deslocam o material para o perfil da rosca em vez de o cortar, produzindo zero aparas e, assim, eliminando o risco de acumulação de aparas.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Evite Tolerâncias Apertadas Desnecessárias e Gargalos de Metrologia.
Tolerâncias apertadas são frequentemente aplicadas como um "fator de segurança" pelos designers, mas na fresagem CNC de alumínio personalizado, representam o maior fator de custo desnecessário. Cada micrômetro de tolerância apertada abaixo de ±0,05 mm aumenta exponencialmente o esforço de fabrico, o tempo de inspeção e o risco de desperdício.
O Custo da Precisão
Uma fresadora CNC padrão de 3 eixos, com a devida manutenção e controlo térmico, pode frequentemente alcançar tolerâncias de ±0,05 mm sem penalizações de custo significativas. No entanto, restringir este requisito para ±0,005 mm pode duplicar ou triplicar o custo de maquinação. Este aumento é impulsionado por:
- Slower Feed Rates: Os acabamentos devem ser realizados com profundidades de corte extremamente leves e velocidades lentas para manter a precisão dimensional e o acabamento da superfície.
- Increased Tool Changes: As ferramentas devem ser substituídas com mais frequência para acomodar até mesmo o desgaste menor que seria aceitável em tolerâncias mais folgadas.
- Thermal Drift: Devido ao alumínio ter um alto coeficiente de expansão térmica, manter uma precisão de ±0,005mm muitas vezes requer ambientes de maquinar com controlo climático e sistemas de sondagem durante o processo.
Estandarização com a ISO 2768
A forma mais eficaz de comunicar os requisitos de precisão enquanto se controla os custos é utilizar normas de tolerância gerais. A ISO 2768 fornece um quadro para dimensões lineares e angulares, permitindo que os designers especifiquem uma classe de tolerância global para características não críticas, reservando tolerâncias apertadas para interfaces funcionais.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Precisão | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Alta Precisão | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Crescimento de Anodização e Mudanças Dimensionais
As peças de alumínio são frequentemente anodizadas para resistência à corrosão ou estética. É um erro comum especificar tolerâncias apertadas sem levar em conta a espessura adicionada pelo processo de anodização.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
O fator crítico é que a camada de óxido cresce tanto para dentro como para fora. Geralmente, 50% da espessura do revestimento representa "crescimento" acima da superfície original. Para um furo de precisão destinado a um ajuste de rolamento, o diâmetro pré-maquinado deve ser ajustado para contabilizar este crescimento. A falha em fazê-lo resulta em peças “excessivas” dispendiosas que devem ser desmanteladas e recobertas, ou completamente descartadas.
Minimize Configurações de Máquinas Através de Orientação Estratégica de Peças
O custo de uma peça CNC é em grande parte determinado pelo tempo “de chão a chão”, que inclui o tempo gasto na preparação da máquina e na reposição da peça. Cada vez que um maquinista tem de tocar na peça para a virar ou movê-la para um novo suporte, o custo de trabalho aumenta e o risco de erros de alinhamento (deslocamento de datum) aumenta.
Desenhar para Acesso de Configuração Única
A fresagem CNC de alumínio personalizada mais eficiente envolve peças que podem ser usinadas a partir de uma única orientação. Características como furos, ranhuras ou bolsos que estão localizados em várias faces de um cubo obrigam a múltiplas configurações.
- Feature Consolidation: Se uma peça exigir furos em quatro lados, avalie se o design pode ser modificado para colocar esses furos em uma única face, ou se furos passantes podem ser utilizados para alcançar ambos os lados a partir de uma única direção.
- Tool Access Clearance: Os designers devem garantir que o suporte da ferramenta não colida com a geometria da peça. Uma regra prática é manter pelo menos 6 mm de folga à volta de qualquer característica profunda para permitir o acesso com ferramentas standard.
O Papel da Fresagem 5 Eixos
Embora as máquinas CNC de 5 eixos tenham taxas horárias mais altas—geralmente variando entre 100 a 200 dólares por hora em comparação com 40 a 70 dólares para fresadoras de 3 eixos—elas podem reduzir significativamente o custo total para peças complexas. Ao permitir que a ferramenta aceda a várias faces numa única configuração, a usinagem de 5 eixos elimina o trabalho de reposicionamento e reduz a necessidade de múltiplos dispositivos caros.
No entanto, a simplificação do design deve ser sempre a primeira prioridade. Uma peça que pode ser fabricada em duas configurações numa máquina de 3 eixos será quase sempre mais barata do que uma peça complexa que requer movimento simultâneo em 5 eixos.
Estratégias de Fixação e “Moldura de Imagem”
Projetar com a fixação em mente é essencial para a redução de custos. Peças sem superfícies planas e paralelas são difíceis de segurar em um torno padrão, exigindo a criação de “mandíbulas macias” personalizadas.
Uma estratégia mais eficaz para peças finas ou complexas é a usinagem em "moldura". A peça é projetada com um perímetro de material sacrifical que é segurado pelo grampo ou fixado a uma sub-base. Todas as características críticas são usinadas dentro deste quadro, e o quadro é removido numa operação final e simples. Esta abordagem proporciona máxima rigidez e evita que as forças de fixação distorçam as secções de paredes finas da peça de alumínio.
Conclusão
Maximizar a eficiência da fresagem CNC de alumínio personalizado requer uma compreensão pragmática da relação entre geometria, comportamento do material e cinemática da máquina. Ao padronizar os raios internos para 130% do raio da ferramenta e manter uma proporção de profundidade para raio de 3:1, os engenheiros podem eliminar efetivamente os riscos de deflexão da ferramenta e ciclos excessivos da máquina. Além disso, otimizar a espessura das paredes para um mínimo de produção de 1,5 mm e restringir as profundidades das roscas a 2x o diâmetro reduz significativamente o risco de deformação estrutural e falha catastrófica da broca.
Talvez o mais importante, o uso estratégico de tolerâncias padrão como a ISO 2768 e a minimização de configurações de máquinas através de uma orientação inteligente das peças são os caminhos mais diretos para a redução de custos de usinagem. Na JXD Machining, o nosso objetivo é proporcionar transparência e experiência técnica para ajudar os nossos clientes a ultrapassar a lacuna entre o design complexo e a produção económica. Incentivamos você a enviar os seus ficheiros 3D CAD para uma revisão e orçamento abrangentes de DFM (Design para Fabrico) para identificar oportunidades de poupança antes do início da produção.