


Экономика индивидуального фрезерования алюминия с числовым программным управлением (CNC) определяется физическими ограничениями вычитательной технологии и кинематическими ограничениями станка. Для менеджеров по закупкам и механических инженеров в высокоточных отраслях разница между экономичным компонентом и проектом, превышающим бюджет, часто заключается в нюансах 3D CAD модели. В компании JXD Machining анализ тысячи проектов показывает, что выбор дизайна, сделанный на ранних стадиях прототипирования, оказывает кумулятивное влияние на окончательные производственные затраты. В этом отчете представлены пять конкретных инженерных стратегий для оптимизации индивидуальных алюминиевых деталей с точки зрения производимости, сосредоточенных на сокращении времени обработки, снижении износа инструментов и устранении высокорисковых операций.
Стандартизировать внутренние радиусы и уменьшить деформацию инструмента
Геометрия режущего инструмента является основным ограничением в любом фрезерном процессе. Поскольку фрезы цилиндрические и вращаются вокруг центральной оси, они не способны создавать острые 90-градусные внутренние углы. Когда в проекте указаны острые внутренние углы, это заставляет машиниста отказаться от стандартного фрезерования и перейти к специализированным, дорогостоящим процессам, таким как электроэрозионная обработка (ЭЭО) или ручная квадратура с использованием broaching инструментов.
Техническая логика правила радиуса 130%
Частая ошибка в проектировании заключается в указании внутреннего радиуса, который точно соответствует радиусу стандартного режущего инструмента. Например, проектирование угла с радиусом 5 мм для обработки инструментом диаметром 10 мм создает ситуацию, при которой инструмент взаимодействует на протяжении 180 градусов. Это приводит к резкому увеличению сил резания, что вызывает значительное вибрация, плохое качество поверхности и ускоренный износ инструмента.
Отраслевой стандарт для оптимизированного индивидуального фрезерования алюминия с ЧПУ заключается в том, чтобы указывать внутренний радиус, который составляет не менее 130% радиуса режущего инструмента. Этот дополнительный 30% запас позволяет инструменту следовать по круговой интерполяционной траектории, поддерживая постоянную нагрузку на стружку и позволяя использовать более высокие скорости подачи. Позволяя инструменту «повернуть» угол, не останавливаясь на мгновение, риск застревания — который вызывает локальное накопление тепла и упрочнение в некоторых сплавах — практически исключается.
Количественный анализ отклонения инструмента
Физика прогиба инструмента определяется моделью консольной балки. Прогиб ($\delta$) конца фрезы можно приблизительно выразить формулой:
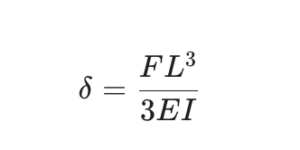
where F резательная сила, L Длина вылета инструмента, E модуль упругости материала инструмента (обычно карбид вольфрама), и I is the area moment of inertia. Because L Кубическая зависимость, даже незначительное увеличение глубины полости, требующее использования инструмента с длинным захватом, приводит к экспоненциальному увеличению изгиба.
Когда соотношение глубины полости к радиусу угла превышает 3:1, инструмент становится значительно менее жестким. В крайних случаях, таких как соотношение 19:1, выявленное в исследованиях случаев ультра-глубоких полостей, необходимо использовать специализированные резцы с удлинёнными вставками для борьбы с вибрацией, что значительно увеличивает время работы машины и затраты на специализированный инструмент для проекта.
| Feature Type | Cavity Depth | Recommended Min Radius | Tool Type | Machining Risk |
| Shallow Pocket | < 10 mm | 2.5 mm | Standard 5mm EM | Низкий |
| Standard Cavity | 10 – 30 mm | 5.0 mm | Standard 10mm EM | Низкий |
| Deep Cavity | 30 – 60 mm | 10.0 mm | Long-reach EM | Умеренный |
| Ultra-Deep | > 60 mm | > 15.0 mm | Anti-vibration Insert | High |
Практические обходные решения: недоступные места "Т-образного" и "собачьего" типа
Если дизайн требует, чтобы квадратный элемент поместился в фрезерованное углубление, то наиболее экономически эффективным решением будет не минимизация радиуса, а использование подрезов. Недостатки в форме T-образного или собачьего кости позволяют углу выходить за пределы функциональной области, позволяя круглому инструменту полностью очищать угол. Это обеспечивает возможность установки детали с квадратными краями вровень со стенками кармана без необходимости в дорогостоящих дополнительных операциях.
Оптимизация толщины стенки для стабильности материала
Алюминиевые сплавы, особенно распространенные марки Al6061 и Al7075, подвержены деформациям во время обработки из-за высвобождения внутренних остаточных напряжений и высоких температур, возникающих на режущем интерфейсе. В контексте снижения затрат на обработку поддержание адекватной толщины стенки имеет решающее значение для предотвращения вибрации деталей (скрежетания) и деформации.
Минимальные рекомендации по толщине для Al6061 и Al7075
Хотя тонкие стены можно получить с помощью специализированного "зеркального фрезерования" или использования жертвенного поддерживающего материала, эти технологии требуют значительных затрат труда и времени на настройку. Для готовых к производству дизайнов действуют следующие стандарты толщины:
- Алюминий 6061-Т6: Рекомендуемая минимальная толщина стенки для общих применений составляет 1,5 мм. Хотя 0,8 мм является технически возможным для небольших, несущих участков, это часто требует более медленной подачи, чтобы предотвратить сдвиг материала от инструмента, а не его резку.
- Алюминий 7075-Т6: Из-за своей более высокой прочности и твердости 7075 теоретически может поддерживать немного более тонкие секции, но он также более подвержен деформациям, вызванным напряжением. Поддержание минимальной толщины 2.0 мм для крупных деталей из 7075 является более безопасным ориентиром для обеспечения размерной стабильности.
Соотношения сторон и структурная жесткость
Соотношение высоты к толщине является основным показателем стабильности стены. Соотношение ниже 10:1 обычно считается стабильным для CNC-обработки. Если стена превышает это соотношение, частота инструмента может синхронизироваться с резонансной частотой тонкой секции, что приведет к серьезным следам вибрации, которые невозможно удалить при финишной обработке.
Для длинных, тонких секций (длиной более 100 мм) риск прогиба высок. В таких случаях необходимо увеличить минимальную толщину стенки до 3,0 мм или добавить конструктивные ребра через каждые 50 мм, чтобы сохранить плоскость.
| Материал Градация | Recommended Min Wall | Absolute Min (Risk) | Height-to-Width Max |
| Al6061-T6 | 1.5 mm | 0.8 mm | 10:1 |
| Al7075-T6 | 2.0 mm | 1.0 mm | 8:1 |
| Al5052 (Softer) | 2.5 mm | 1.5 mm | 6:1 |
Снятие стресса и термическое управление
Высокая теплопроводность алюминия$\approx 205 \text{ W/m}\cdot\text{K}$) означает, что тепло от процесса фрезерования быстро распространяется по всей детали. В тонкостенных элементах это тепло может вызвать тепловое расширение во время резки, за которым следует неравномерное сжатие по мере охлаждения детали, что приводит к искривленной окончательной геометрии.
Чтобы минимизировать эти эффекты, инженеры должны указывать материал с релаксацией напряжений, такой как 6061-T651, который проходит контролируемый процесс растяжения после термической обработки для нейтрализации внутренних напряжений. Хотя этот материал может иметь наценку в 15-20%, снижение уровня отходов и исключение операций по "выравниванию" обычно приводят к снижению общей стоимости детали.
Ограничьте глубину резьбы, чтобы предотвратить сбой при нарезке.
В индивидуальном алюминиевом фрезеровании с ЧПУ нарезка резьбы часто является самой рискованной операцией. Инструменты для нарезки резьбы (тапы) являются деликатными инструментами, и «резиновая» природа алюминия приводит к привариванию и накоплению стружки, что является основными причинами поломки тапов в слепых отверстиях.
Механика зацепления резьбы
Распространенное заблуждение заключается в том, что более глубокие резьбы обеспечивают большую прочность. На самом деле первые три витка крепежа принимают на себя примерно 75% от общей нагрузки. Увеличение глубины резьбы более чем в 2 раза по сравнению с номинальным диаметром ($2D$) обеспечивает незначительную механическую выгоду, при этом значительно увеличивая вероятность поломки инструмента.
Для алюминия оптимальное соотношение глубины резьбы к диаметру составляет от 1,5 до 2 раз. Обработка резьбы с диаметром 3x или 4x требует специализированных спирально-ножевых метчиков для вывода стружки из отверстия или операций фрезерования резьбы, которые значительно медленнее и дороже, чем традиционное нарезание резьбы.
Эффективная подготовка отверстий и очистка
The risk of tap breakage can be reduced from 12% to less than 0.5% through precise hole preparation. Для слепых отверстий необходимо обеспечить достаточный зазор между концом резьбы и дном направляющего отверстия.
- Drill Depth Clearance: Сверлёное отверстие должно быть как минимум в 1,5–2 раза глубже шага резьбы, чем необходимая полная глубина резьбы. Это пространство служит резервуаром для накопления стружки, не сжимая ее у дна отверстия, что вызывает всплески крутящего момента, которые могут привести к поломке метчика.
- Form Tapping: Для пластичных алюминиевых сплавов, таких как 6061, настоятельно рекомендуется использовать формующие резьбу (роликовые) метчики. Эти инструменты смещают материал в профиль резьбы, а не режут его, производя ноль стружки и тем самым исключая риск забивания стружкой.
| Thread Size | Recommended Depth (2D) | Clearance at Bottom | Best Tap Type (Aluminum) |
| M3 x 0.5 | 6.0 mm | +1.5 mm | Form / Roll Tap |
| M6 x 1.0 | 12.0 mm | +3.0 mm | Spiral Flute |
| M10 x 1.5 | 20.0 mm | +4.5 mm | Spiral Flute |
Избегайте ненужных жестких допусков и узких мест в метрологии.
Точные допуски часто используются дизайнерами как "фактор безопасности", но в индивидуальной обработке алюминия на ЧПУ они представляют собой крупнейший источник ненужных затрат. Каждый микрон ужесточения допуска ниже ±0.05 мм экспоненциально увеличивает затраты на производство, время инспекции и риск отходов.
Цена точности
Стандартный 3-осевой ЧПУ-фрезерный станок при надлежащем обслуживании и термоконтроле может регулярно достигать допусков ±0,05 мм без значительных затрат. Однако, ужесточение этого требования до ±0,005 мм может удвоить или утроить стоимость обработки. Этот рост обусловлен:
- Slower Feed Rates: Финишные проходы должны выполняться с очень малыми глубинами резания и медленными скоростями, чтобы поддерживать точность размеров и качество поверхности.
- Increased Tool Changes: Инструменты необходимо заменять чаще, чтобы учитывать даже незначительный износ, который был бы приемлем при более свободных допусках.
- Thermal Drift: Поскольку алюминий имеет высокий коэффициент теплового расширения, поддержание точности ±0,005 мм часто требует использования климатически контролируемых условий обработки и систем контроля в процессе обработки.
Стандартизация по ISO 2768
Самый эффективный способ передачи требований к точности при контроле затрат — использовать общие стандарты допусков. ISO 2768 предоставляет основу для линейных и угловых размеров, позволяя дизайнерам указывать общую класс допусков для некритичных характеристик, сохраняя более строгие допуски для функциональных интерфейсов.
| Tolerance Level | Numerical Range | Cost Multiplier | Why the Increase? |
| Standard (ISO 2768-m) | ±0.1 mm | 1.0x | Basic setup and inspection. |
| Точность | ±0.025 mm | 2x – 3x | Extra passes, manual checks. |
| Высокая точность | ±0.01 mm | 5x | CMM inspection, slow feeds. |
| Extreme | ±0.005 mm | 10x+ | Temperature control, grinding. |
Анодирование: Рост и Изменения Размеров
Алюминиевые детали часто анодируются для повышения коррозионной стойкости или для эстетических целей. Распространенной ошибкой является указание строгих допусков без учета толщины, добавляемой в процессе анодирования.
- Type II (Decorative): Adds approximately 5–25 µm total thickness.
- Type III (Hardcoat): Adds 25–100 µm total thickness.
Критическим фактором является то, что оксидный слой растет как внутрь, так и наружу. В общем, 50% толщины покрытия представляет собой "рост" над оригинальной поверхностью. Для точно обработанного отверстия, предназначенного для подгонки под подшипник, предварительно обработанный диаметр должен быть скорректирован с учетом этого увеличения. Невыполнение этого требования приводит к образованию дорогих "переработанных" деталей, которые необходимо снимать и перекрывать, или полностью утилизировать.
Минимизируйте настройки оборудования за счет стратегической ориентации деталей.
Стоимость детали с ЧПУ в значительной степени определяется временем "от пола до пола", которое включает время, затраченное на настройку станка и перемещение детали. Каждый раз, когда машинисту приходится прикасаться к детали, чтобы перевернуть её или переместить на новую приспособление, затраты на труд увеличиваются, а риск ошибок выравнивания (сдвиг датчика) возрастает.
Проектирование для однократного доступа
Наиболее эффективная индивидуальная алюминиевая фрезеровка с ЧПУ включает детали, которые можно обрабатывать из одного положения. Особенности, такие как отверстия, пазы или карманы, расположенные на нескольких гранях куба, требуют множественных установок.
- Feature Consolidation: Если деталь требует отверстия с четырех сторон, оцените, можно ли изменить дизайн, чтобы разместить эти отверстия на одной грани, или можно ли использовать сквозные отверстия, чтобы добраться до обеих сторон с одной стороны.
- Tool Access Clearance: Дизайнеры должны убедиться, что держатель инструмента не будет сталкиваться с геометрией детали. Правило хорошего тона — поддерживать минимум 6 мм зазора вокруг любых глубоких элементов, чтобы обеспечить доступ стандартным инструментам.
Роль 5-осевого обработки
Хотя 5-осевые ЧПУ-станки имеют более высокие почасовые ставки — часто от 100 до 200 долларов в час по сравнению с 40-70 долларами для 3-осевых фрез, они могут значительно снизить общую стоимость сложных деталей. Позволяя инструменту обрабатывать несколько сторон в одной установке, 5-осевая обработка исключает трудозатраты на повторное позиционирование и снижает необходимость в использовании нескольких дорогих приспособлений.
Тем не менее, упрощение дизайна всегда должно быть первым приоритетом. Деталь, которую можно изготовить за две установки на 3-осевом станке, почти всегда будет дешевле, чем сложная деталь, требующая одновременного 5-осевого движения.
Держание заготовок и стратегии «рамки для картин»
Проектирование с учетом зажима деталей имеет важное значение для снижения затрат. Детали без плоских параллельных поверхностей трудно закрепить в стандартном тисках, что требует создания индивидуальных "мягких губок".
Более эффективной стратегией для тонких или сложных деталей является обработка в виде «рамки». Деталь проектируется с периметром из жертвенного материала, который зажимается в тисках или прикрепляется к подложке. Все критически важные характеристики обрабатываются внутри этой рамы, и рама удаляется в ходе финальной простой операции. Такой подход обеспечивает максимальную жесткость и предотвращает искажение тонкостенных секций алюминиевой детали под действием зажимных усилий.
Заключение
Максимизация эффективности индивидуальной алюминиевой фрезеровки с ЧПУ требует практического понимания взаимосвязи между геометрией, поведением материалов и кинематикой станков. Стандартизируя внутренние радиусы до 130% от радиуса инструмента и поддерживая соотношение глубины к радиусу 3:1, инженеры могут эффективно исключить риски отклонения инструмента и избыточные циклы обработки. Кроме того, оптимизация толщины стенки до минимального значения производства 1,5 мм и ограничение глубины резьбы до 2x диаметра значительно снижает риск структурного искажения и катастрофического разрушения метчика.
Возможно, самое важное — это стратегическое использование стандартных допусков, таких как ISO 2768, и минимизация наладок машин за счет интеллектуальной ориентации деталей, что является наиболее прямым путем к снижению затрат на механическую обработку. В JXD Machining наша цель — обеспечить прозрачность и техническую экспертизу, чтобы помочь нашим клиентам преодолеть разрыв между сложным дизайном и экономичным производством. Мы призываем вас отправить ваши 3D CAD файлы для всестороннего анализа DFM (Проектирование для производства) и получения коммерческого предложения, чтобы выявить потенциальные возможности для экономии затрат до начала производства.